量産の王様「射出成形」とは?初心者にもわかる基本の仕組み
日常で使っているコップやスマートフォンケース、家電の外装から自動車のインパネなど、世の中にあるプラスチック製品の大部分は「射出成形(しゃしゅつせいけい)」という成形方法で作られています。
射出成形は、プラスチックを加工して製品を作る上で最もポピュラーな樹脂成形方法です。
英語では「Injection Molding(インジェクション・モールディング)」と呼ばれ、図面や3D CADデータを実際の量産品にするためによく使われているプロセスとなります。
射出成形を一言でいうと「プラスチックのたい焼き」
「射出成形」と聞くと難しそうに感じますが、原理は非常にシンプルです。一言で表すならプラスチック版の「たい焼き」や「チョコレート作り」と同じです。
- 材料(樹脂)をドロドロに溶かす
- 型(金型)の中に流し込む
- 冷やして固める
- 型からパカッと取り出す
たい焼きが小麦粉の生地を鉄板に流し込んで焼くように、射出成形も粒状のプラスチック原料(ペレット)を熱で溶かし、金属で作られた型(金型)に高圧で注入します。
金型の中で樹脂が冷えて固まれば、型の隙間と同じ形状のプラスチック部品が完成するという仕組みです。
プラスチック原料(ペレット)は画像のように小さなつぶつぶとなっています。
このペレットを溶かして成形に使います。

成形完了までの基本的な4つの工程
実際の工場で稼働している射出成形機では、以下の4つの工程を1つのサイクルとして高速で繰り返しています。
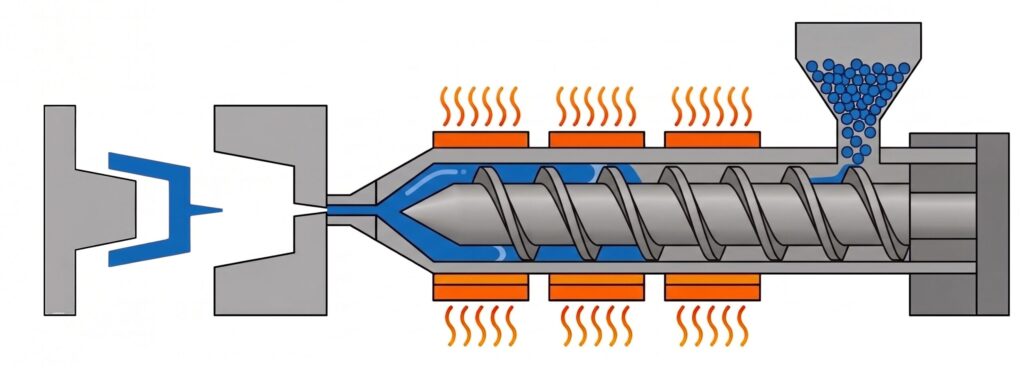
溶かす: ホッパーと呼ばれる漏斗のような部分から、ペレット(粒状の樹脂)を投入します。機械の中でヒーターの熱とスクリューの回転摩擦によって、樹脂をドロドロの液体状に溶かします。
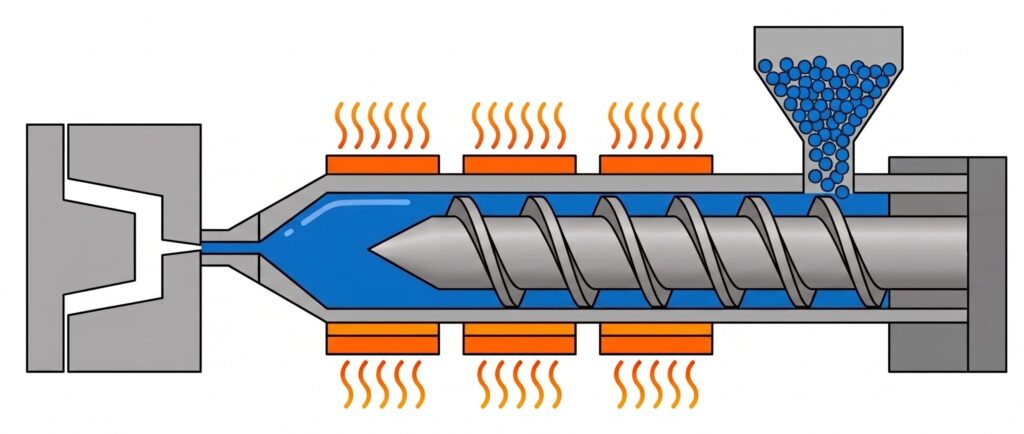
流す: 溶けた樹脂に注射器のように強い圧力をかけ、閉じた金型の隙間(キャビティ)に向かって一気に流し込みます。
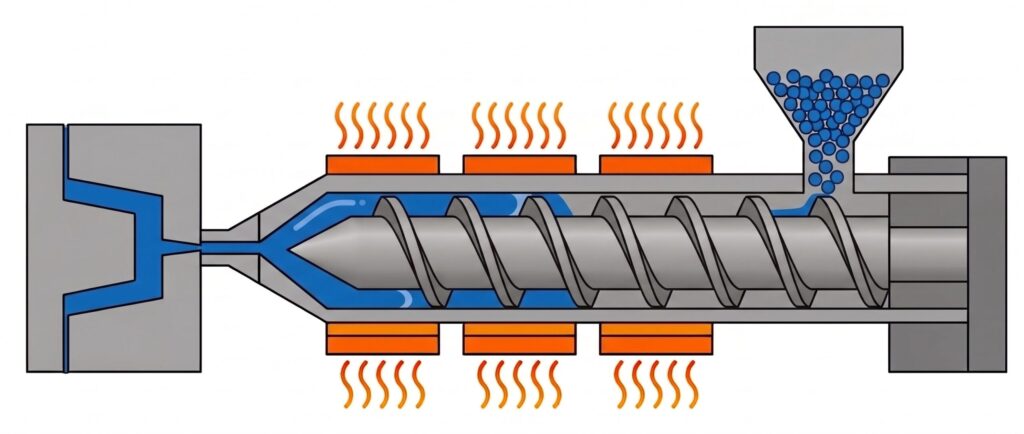
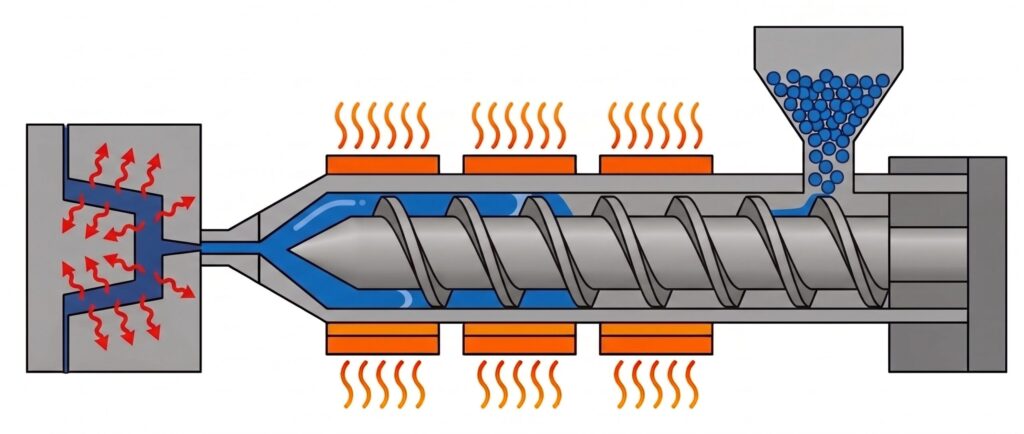
固める: 樹脂は冷えて固まる際に体積が少し縮む(収縮する)性質があります。縮みによる寸法不良や凹みを防ぐため、圧力をかけ続けながら金型内部に通した冷却水で一気に冷やし固めます。
取り出し: 樹脂が完全に固まったら金型を開き、突き出しピン(エジェクタピン)で製品を押し出して取り出します。
部品の大きさにもよりますが、この1サイクルはわずか数秒〜数分で完了します。機械が自動でこの動きを繰り返すことで、全く同じ形状の部品が次々と生み出されていくのです。
射出成型の成型サイクルをより細かく表すと図のようになります。

この数十秒で同じ形状の物を作り続けられることが射出成型が「量産の王様」と呼ばれる理由です。
射出成形のメリットとデメリット
新人設計者がプラスチック部品の設計を行う際、よく比較されるのが「3Dプリンター」や「切削加工」です。
それぞれの加工法には得意・不得意がありますが、射出成形を量産に採用する理由はその圧倒的な生産性にあります。 ここでは、射出成形のメリットとデメリットを明確にしておきましょう。
メリット:複雑な形状の大量生産と圧倒的な低コスト化
射出成形の最大のメリットは、「複雑な形状を、極めて安く、大量に作れること」です。
例えば、SolidWorksなどの3D CADで設計した複雑な部品を3Dプリンターで出力する場合、1個作るのに数時間かかることも珍しくありません。
しかし、射出成形であれば、金型さえ完成してしまえば1個あたり数秒〜数十秒で生産が可能です。
- 単価が安い: 数万個、数十万個と作れば作るほど、部品1個あたりの材料費と加工費が下がり、数円〜数十円という単位までコストを抑えられます。
- 品質が安定している: 同じ金型を使い続けるため、すべての製品が均一な寸法と品質で仕上がります。
- 仕上げ工程が不要: 金型の表面を磨き上げておけば、成形した時点で光沢のあるツルツルな表面になり、後から削ったり磨いたりする手間がかかりません。
量産において、射出成形の右に出る工法はないと言っても過言ではありません。
デメリット:高額な金型費用と後からの設計変更の難しさ
一方で、射出成形には無視できない大きなデメリット(注意点)があります。
それが「初期投資(金型代)の高さ」と「やり直しの難しさ」です。
射出成形を行うためには、必ず「金型」を製作しなければなりません。
金型は硬い鉄の塊を精密に削り出して作るため、小さな部品用でも数十万円、大きな部品や複雑なものになれば数百万円〜数千万円というコストがかかります。
また、金型の完成までには通常1ヶ月〜数ヶ月の期間を要します。
そして設計者にとって最も恐ろしいのが、「金型が完成した後の設計変更は困難な場合がある」という点です。
「やっぱりここの穴の位置を5mmズラしたい」「部品の厚みを変えたい」と思っても、鉄を削って作った金型を元に戻すことは大変な作業となります。
製品から見て、樹脂を増やす方向は金型を再度削ればよいのでまだやりやすい(冷却配管や型厚など考慮は必要)ですが、樹脂を減らす方向は金型を溶接したり、入れ子にするなど手間のかかる作業が発生します。
最悪の場合、数百万円かけて作った金型を廃棄し、作り直しになってしまいます。
実際に私が設計した製品で、600万円の金型をミスで捨てた経験があります。
金額も痛いですが、そういう時に限ってスケジュールがギリギリで、あの時は本当に冷汗がでました。
だからこそ、射出成形を前提とした部品設計では、3D CAD上での事前の検証や、金型から部品が問題なく抜けるかどうかの確認(抜き勾配やアンダーカットのチェック)が非常に重要になるのです。
基本的に金型を作る際には、あらかじめ調整が必要そうな箇所には、製品側を薄めに作って金型側の削り代を残すことが重要です。
射出成形で使われる代表的なプラスチック
射出成形の強みは、用途に合わせて多種多様な材料を選べる点にあります。
プラスチック(樹脂)には数え切れないほどの種類がありますが、新人設計者がまず覚えるべきなのは大きく2つのカテゴリー、「汎用(はんよう)プラスチック」と「エンジニアリングプラスチック(エンプラ)」の違いです。
汎用プラスチックとエンジニアリングプラスチックの違い
樹脂選びは、製品に求められるスペック(強度、耐熱性、コストなど)のバランスで決定します。
汎用プラスチック(日用品・一般的なカバー類など)
価格が安く、成形もしやすいため、世の中で最も多く使われている樹脂グループです。
耐熱温度は100℃未満のものが多く、高い強度が求められない部品に適しています。
- PP(ポリプロピレン): 非常に軽く、ヒンジ(折り曲げ)に対する耐久性が高いのが特徴です。タッパーや日用品、自動車の内装部品などに使われます。
- ABS(エービーエス): 表面の光沢が美しく、着色やメッキ加工がしやすい樹脂です。家電の外装カバーや、キーボードのボタンなどによく用いられます。
エンジニアリングプラスチック(機械部品・高い強度が求められる箇所など)
「エンプラ」と略される、工業用に特化した高性能な樹脂グループです。
耐熱温度が100℃以上あり、金属の代替として機械部品に使われることも多く、機械設計者が扱う機会が非常に多い材料です。
- POM(ポリアセタール): 摩擦に強く、自己潤滑性(滑りやすさ)があるため、歯車(ギア)や軸受けなどの可動部品に最適です。
- PC(ポリカーボネート): プラスチックの中で最高クラスの耐衝撃性を持ち、透明度も高いため、スマートフォンのケースやヘルメット、防弾ガラスの代用品などに使われます。
まずは「安くて加工しやすい汎用プラ」か「高価だが頑丈で熱に強いエンプラ」か、という大枠から材料を絞り込んでいくのが基本です。
新人設計者が知っておくべき金型設計の基礎ルール
3Dプリンターであれば、データ上でどんなに複雑な形を作ってもそのまま出力できますが、射出成形ではそうはいきません。
「金型から製品がスムーズに抜ける形」になっていないと、量産時に不良品を量産することになってしまいます。 ここでは、設計時に絶対に守るべき鉄則を解説します。
製品を取り出すための「抜き勾配」と「アンダーカット」
■ 抜き勾配(ぬきこうばい)
金型の中で固まった樹脂は、型にピタッと張り付いている状態です。
壁面が垂直(0度)だと、摩擦で引っかかって製品が抜けなくなったり、無理やり押し出して部品が白化・変形したりします。
そのため、部品の壁面には必ず金型が開く方向に向かって、1〜2度程度のわずかな傾斜(抜き勾配)をつける必要があります。
プリンなどのカップ容器を思い浮かべると、底に向かって少しすぼまっているのが分かるはずです。あれが抜き勾配です。
注意点として、抜き勾配を1~2度程度つけるといいましたが、製品形状や不具合対策として変える必要があります。
射出成形では、金型が左右それぞれ固定側(キャビティ)と可動側(コア)と分かれています。
製品を取り出す時に可動側が動いて金型を開きますが、その際に固定側へ製品がくっついて残ることを「キャビとられ」と言い、成形不具合のひとつとなっています。
キャビとられ対策として、抜き勾配の設定を固定側は1度、可動側を0.5度と差をつけて、可動側を抜けづらくすることがあります。
また、製品表面にざらざらとしたシボ加工がある場合も、金型から抜けづらくなるため、抜き勾配を3~5度と大きめにとることがあります。
■ アンダーカットの回避
金型は基本的に「開く」「閉じる」の直線的な動きしかできません。
そのため、側面の穴や、内側の出っ張り(スナップフィットのツメなど)があると、金型を開く際に引っかかって部品が取り出せなくなります。
このような形状を「アンダーカット」と呼びます。
アンダーカットを成形するには、「スライドコア」という横方向から抜くための機構や、「傾斜ピン」「内側スライド」など特殊な機構を金型に追加しなければなりません。
それに伴い金型の部品点数も増え、機構も複雑になるため、金型費用やメンテナンス費用などが高くなっていきます。
一部、アンダーカットでも小さなアンダーや材質が柔らかい樹脂の場合は「無理抜き」という樹脂を押し広げて無理やり引き抜き方法もありますが、寸法が正しく出なかったり、無理抜きするアンダー高さにも限界がありますし、できれば避けるべきだと思います。
設計の工夫でアンダーカットを無くせないか、まずは形状を見直すことが重要です。
ヒケやソリを防ぐ「均肉化」の考え方
樹脂は冷えて固まる際に体積が収縮します。
この時、部品の中で「分厚い部分」と「薄い部分」が混在していると、分厚い部分は冷えるのが遅く、より大きく縮もうとします。
これにより発生するのが、表面が凹んでしまう「ヒケ」や、部品全体が弓なりに曲がってしまう「ソリ」です。
例えば、防水性が求められる製品において、パッキンを密着させる面(シール面)にソリが発生すると、致命的な浸水トラブルにつながります。
これらの不良を防ぐための絶対ルールが「均肉化(肉厚を可能な限り一定にする)」です。
もし部品の強度を上げたい場合、単純に壁を分厚くするのではなく、基本の肉厚は薄く保ったまま、「リブ」と呼ばれる補強の壁を立てて強度を稼ぐのが射出成形設計の基本テクニックです。
ちなみに単純にリブを追加するだけでは、外観側のヒケを増やすだけなので、リブの厚みは基本板厚の40~60%ほどにするのが望ましいとされています。
樹脂材料によって冷えて収縮する量が異なるので、材料に合わせたヒケ対策が必要です。
まとめ:射出成形の基礎をマスターしてモノづくりに活かそう
今回は、新人設計者に向けて射出成形の基本メカニズムや、設計時の注意点について解説しました。
- 射出成形は「溶かす・流し込む・冷やす・取り出す」のサイクルで大量生産に最適
- 金型の初期投資は高いが、量産時のコストと品質の安定性は他の工法を圧倒する
- 樹脂選びは「汎用プラ」と「エンプラ」の違いから理解する
- 「抜き勾配」「アンダーカットの回避」「均肉化」は、設計者が守るべき金型の鉄則
射出成形の特性と金型の仕組みを理解することは、高品質でコストパフォーマンスに優れた製品を設計するための第一歩です。
3D CAD上でモデリングを行う際は、常に「これは金型からどうやって抜けるのか?」を想像しながら設計する癖をつけていきましょう。