新製品の開発プロジェクトにおいて、樹脂部品の試作は避けて通れない道です。
「数万個作る量産品と同じ金型を最初から作るのはリスクが高いが、数十個だけ本番に近い品質でプロトタイプを作りたい」
というシーンで活躍するのが注型成形(真空注型)です。
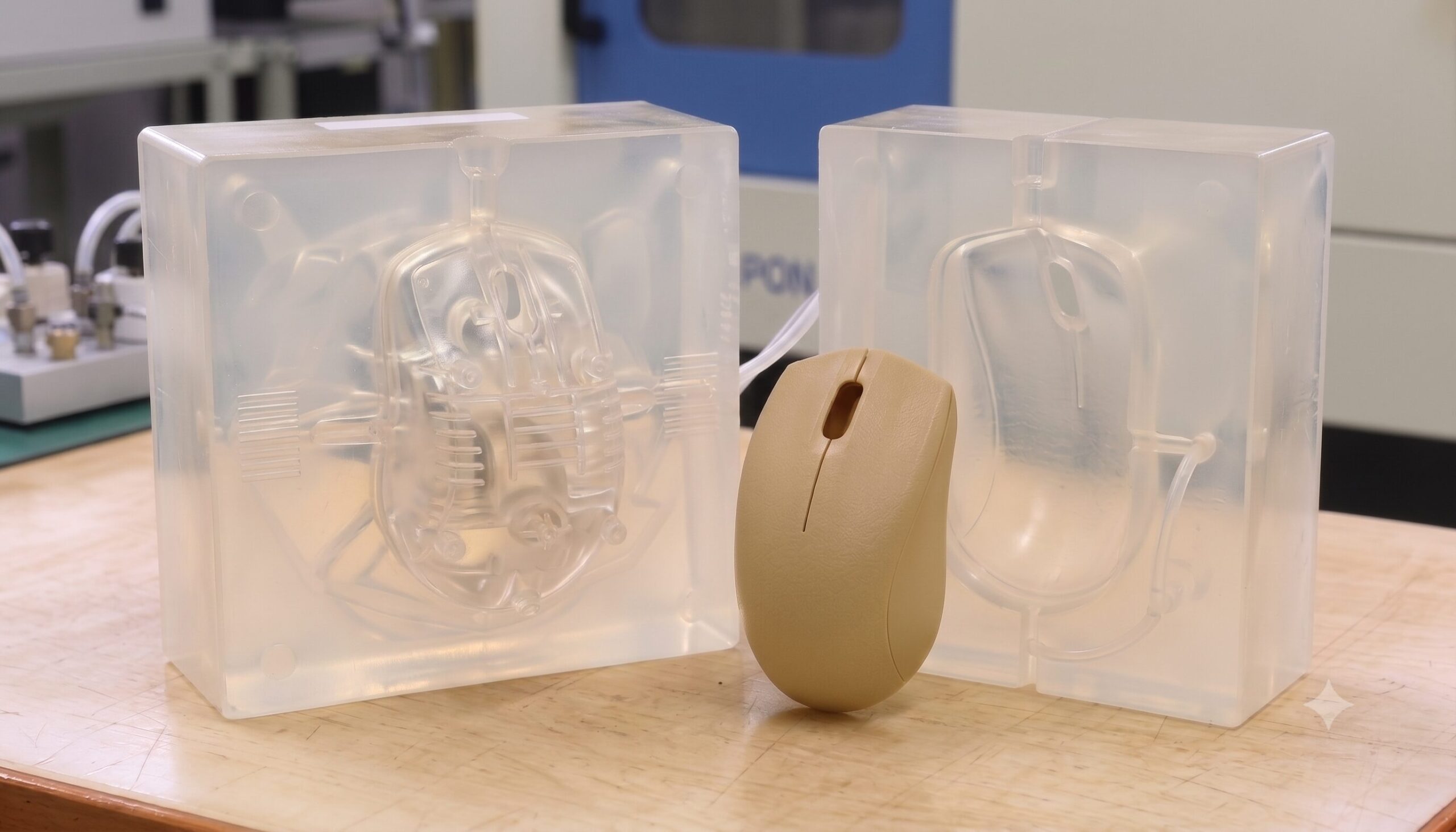
注型成形とは、製品の原型(マスターモデル)からシリコン製の型を作り、そこに液状の樹脂を流し込んで複製する成形技術のことです。

金型(金属の型)を作らずに済むため、少ないコストと短い納期で高品質なプラスチック部品を作ることができます。
注型成形の仕組みと極めて重要な「仕上げ工程」
注型成形は、空気が混入して不良品になるのを防ぐため、真空状態の専用装置の中で樹脂を流し込む「真空注型」という手法が一般的です。
ここで設計者が知っておくべき重要な事実が、「マスターモデルの表面仕上げ」が注型品の品質を100%決定づけるということです。
- マスターモデルの作成: 3Dプリンターや切削加工などで、製品の原型を作ります。
- 表面の仕上げ(磨き・塗装): シリコン型は微細な傷や積層痕まで完全にコピーしてしまいます。そのため、原型をそのまま使うことはなく、職人の手作業によるヤスリがけやサーフェイサー処理、塗装などで表面をツルツルに仕上げます。
- シリコン型の作成: 仕上げた原型を枠で囲み、液状のシリコンを流し込んで固め、半分に割って原型を取り出します。
- 樹脂の注入(真空注型)と硬化: 真空状態で液状の樹脂を注入し、オーブンで熱を加えて硬化させます。固まったら型から取り出して完成です。
注型成形のメリット・デメリット
試作に非常に便利な注型成形ですが、設計上のトラップになり得るデメリットも存在します。
注型成形の3つのメリット
- 初期費用(イニシャルコスト)が圧倒的に安い:数十万円~百万円かかる金属の試作型に対し、シリコン型は数万円〜十数万円程度で製作できます。
- 納期が短い:金型の設計・加工には数ヶ月かかりますが、シリコン型なら原型さえあれば数日〜1週間程度で成形可能です。
- 本製品に近い物性を再現できる:着色や透明化、ゴムのような弾力性を持たせるなど、実際の量産品に近い外観や柔軟性でテスト部品を作れます。
知っておくべきデメリット
- 型の寿命が短く、大量生産には向かない:シリコン型は熱や化学反応で劣化するため、1つの型で作れるのは20〜30個程度が限界です。
- 寸法精度を狂わせる「2回の収縮」:設計者が最も注意すべきポイントです。注型成形では、①シリコン型自体が硬化する際の収縮、②注入したウレタン樹脂が硬化する際の収縮、という2回の収縮が起こります。そのため、金型ほどのミクロン単位の精度を出すのは困難であり、原型を作る段階でこの収縮率(一般的に0.2%〜0.5%程度)をあらかじめ見込んで大きく設計する高度なノウハウが必要になります。
デメリットとしてこの2点を挙げましたが、注型成形で30個以上の物が必要な場合は、マスターモデルがあれば、再度シリコン型を作成ができます。
シリコン型の再作成費用はかかりますが、同一の物を30個以上用意できます。
また、精度が必要な部分が予めわかっている場合は、部品側の穴などはシリコン型の中に金属のピンを仕込んでおくなど、注型屋さんのノウハウがあるため、依頼する際にしっかり相談することが大切です。
注型成形で使用する「素材・樹脂」の注意点
注型成形で使用できる材料について、注意が必要です。
射出成形などで使える樹脂材料をそのまま注型成形で使うことはできません。
ここには、樹脂の化学的な違いがあります。
熱可塑性樹脂(本物)と熱硬化性樹脂(疑似材料)の違い
射出成形で使われるのは、熱で溶かして冷やして固める「熱可塑性樹脂(本物のABSやPPなど)」です。
一方、注型成形で使用するのは、2つの液体を混ぜて化学反応で固める「熱硬化性樹脂(ポリウレタン樹脂やエポキシ樹脂)」です。
注型成形で「ABS調(ライク)」「アクリル調(ライク)」「PP調(ライク)」と呼ばれる材料は、あくまで本物の物性に似せた(シミュレートした)疑似材料です。
引張強度や柔軟性は似せることができても、耐候性(紫外線劣化)、耐薬品性、耐熱温度などの環境耐性は本物と異なるケースが多いため、過酷な環境試験などを行う際は、試験結果に影響が出ないか十分な注意が必要です。
注型成形と他の工法(射出成形・3Dプリンター)の違い
最適な製造方法を選ぶために、他の工法との違いを整理しましょう。
| 項目 | 注型成形 | 射出成形 | 3Dプリンター |
| 主な用途 | 試作・小ロット (〜数十個) | 大量生産 (数万個〜) | 形状確認・極小ロット |
| 初期費用(型代) | 安い (数万〜十数万円) | 高い (数百万〜数千万円) | 不要 (別途本体代) |
| 樹脂の材質 | 熱硬化性 (疑似材料) | 熱可塑性 (量産材) | 光硬化・熱溶解など多様 |
| 表面の滑らかさ | 非常に滑らか (職人の仕上げ) | 非常に滑らか | 積層痕が残りやすい |
| 寸法精度 | 収縮による 微小な誤差あり | 非常に高い | 機種によりバラツキあり |
結論:
「まずは1個だけ形状を確認したい」場合は3Dプリンター。
「本番と同等の見た目や強度を持った部品を、数十個単位で評価・展示したい」場合は注型成形。
「最終的な製品を何万個も市場に出す」場合は射出成形、という使い分けになります。
まとめ:試作の目的に合わせて注型成形を正しく活用しよう
注型成形(真空注型)は、金型を作らずに本番に近い高品質な試作品を数十個作れる、非常に優れた技術です。
一方で、プロの設計者として実務を進める上では、「手作業による原型の仕上げが品質を左右すること」「ダブルシュリンクによる寸法誤差の考慮」「あくまで疑似材料であるため環境試験には注意が必要なこと」を理解しておくことが不可欠です。
材料特性や収縮のメカニズムを正しく把握した上で、試作開発の強力な選択肢として注型成形を活用してみてください。