

射出成形の金型設計において、製品の品質を左右する最も重要な要素の一つが「ゲート」です。
「ゲートの種類が多すぎてどれを選べばいいかわからない」
「ゲートの位置はどうやって決めるのが正解?」
「ゲート付近に不良が出て困っている」
若手エンジニアや設計担当者の方で、このような悩みをお持ちの方は多いのではないでしょうか。
ゲート設計を誤ると、外観不良や強度不足、寸法精度の低下を招くだけでなく、後工程のコスト増にも繋がってしまいます。
この記事では、ゲートの役割、全種類の解説、最適な位置の決め方、そしてトラブル対策までを網羅的に解説します。
この記事を読めば、現場で役立つゲート設計の基本がすべてマスターできます。
1. 射出成形における「ゲート」の役割と重要性
射出成形におけるゲートとは、一言で言えば「金型内のキャビティ(製品部)に溶けた樹脂が流れ込む入り口」のことです。
単なる入り口だと思われがちですが、実は以下の3つの重要な役割を担っています。
- 樹脂の流入量と速度のコントロール:ゲートの断面積を調整することで、樹脂の流れを均一にします。
- 圧力の保持(保圧):キャビティ内に樹脂が充填された後、樹脂が逆流するのを防ぎ、収縮(ヒケ)を抑えます。
- 樹脂の固化(シール)の制御:ゲート部を意図的に早く固まらせることで、サイクルタイムの最適化を図ります。
ゲート設計が適切でないと、製品に線が入って強度が落ちる(ウェルドライン)や、表面が凹む(ヒケ)といった不良が発生します。
まさに「金型の心臓部」とも言える重要な要素なのです。
2. 射出成形の代表的なゲートの種類と特徴
ゲートは大きく分けて、入り口を狭く絞る「制限ゲート」と、絞らない「非制限ゲート」の2種類があります。
① 制限ゲート(主流のタイプ)
樹脂の入り口を小さくすることで、成形品とランナーの切り離しを容易にするタイプです。
- サイドゲート:最も一般的で安価なゲート。金型の側面に配置され加工が容易ですが、後工程でニッパー等によるゲートカット(手作業や専用機による自動切断)が必要です。
- ピンポイントゲート:製品の上面などから「点」で注入するタイプ。3枚プレート金型で使用され、型開き時に自動でゲートが切れるため、自動化に適しています。
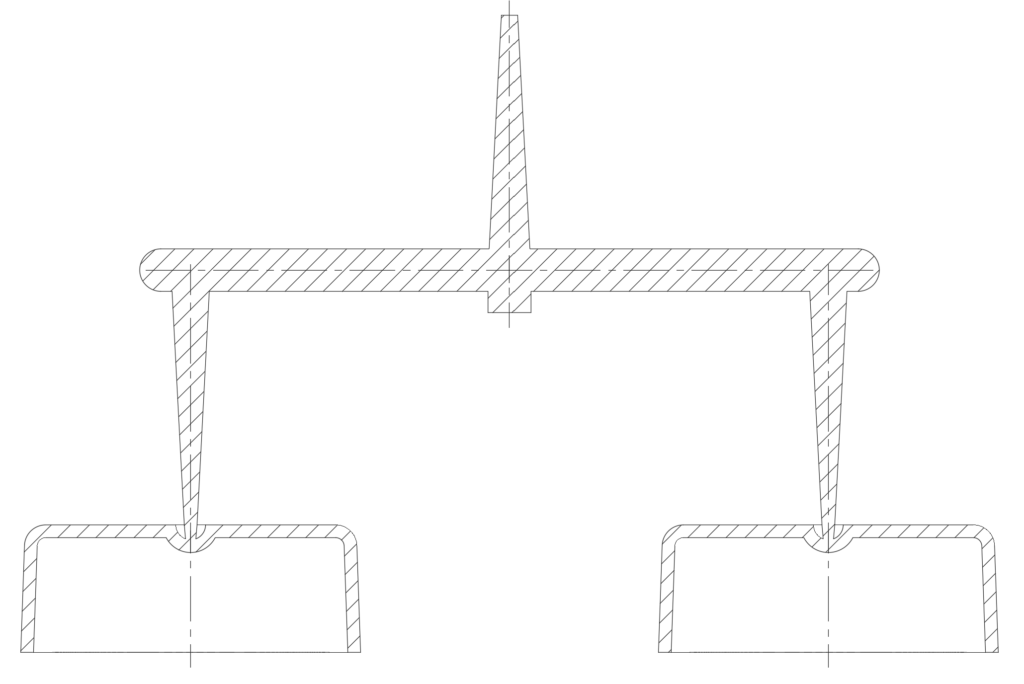
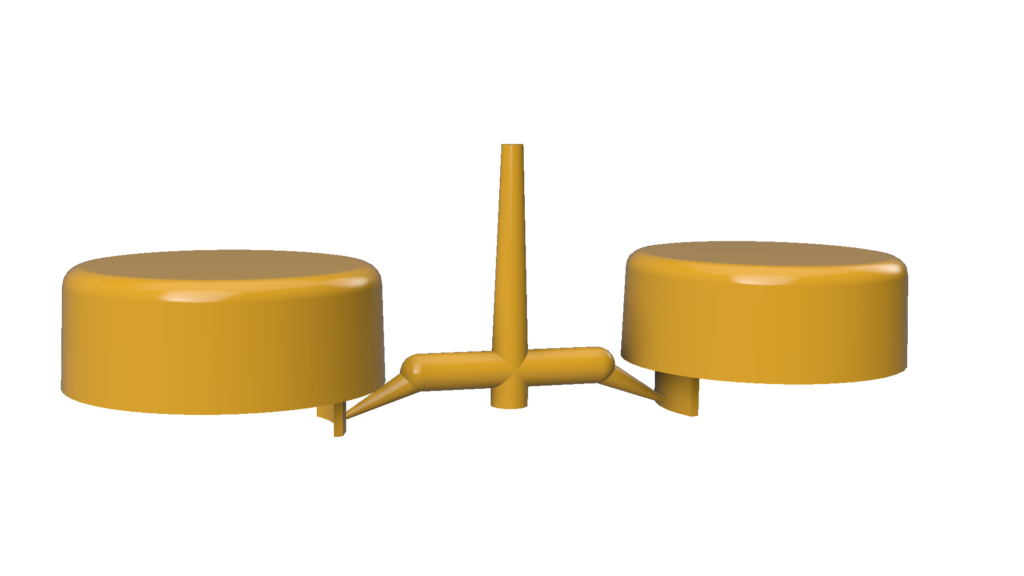
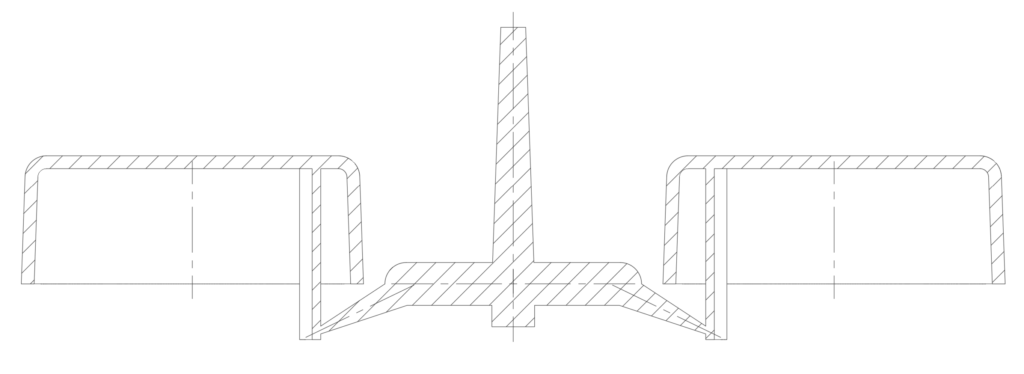
- サブマリンゲート(トンネルゲート):金型の内部(トンネル状)を通って側面や底面から注入します。型開き時、または製品の突き出し時に自動でゲートがせん断されるため、効率が非常に高いのが特徴です。
② 非制限ゲート(特殊なタイプ)
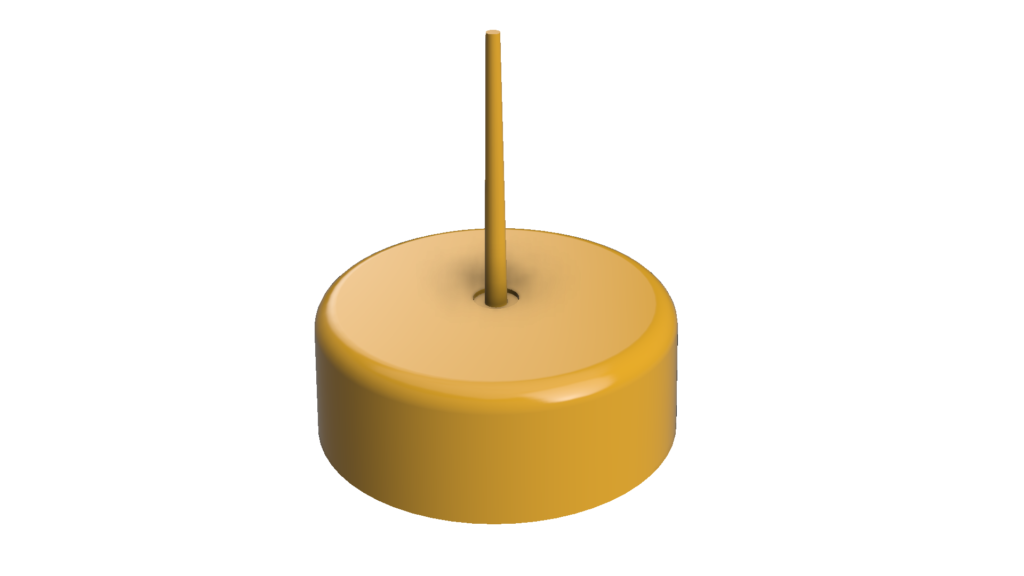
- ダイレクトゲート:スプル(樹脂の注ぎ口)から直接キャビティに流し込みます。圧力損失が少なく、厚肉の製品に適していますが、ゲート跡が大きく残るため後加工が大変です。
3. 【実践】最適なゲート位置・種類の決め方
「どこにゲートを置くか」は、製品の見た目と強度を左右する決定的判断です。
以下の3つの基準で考えましょう。
肉厚の厚い箇所から薄い箇所へ流す
これが鉄則です。
厚い部分にゲートを置くことで、最後までしっかりと圧力をかける(保圧)ことができ、ヒケ(凹み)の発生を最小限に抑えられます。
逆に薄い箇所に置くと、そこが先に固まってしまい、厚い箇所に圧力が伝わらなくなります。
外観への影響を考慮する
ゲート跡は、どれだけ小さくしても必ず残ります。
- 製品の表面(目立つ場所)には置かない。
- どうしても表面になる場合は、ピンポイントゲートで跡を最小限にする。
- 隠れる場所(内側や底面)にサブマリンゲートを配置する。
ゲートカットの手間(コスト)を考える
大量生産する場合、ゲートカットの工数はコストに直結します。
完全自動化したいなら「ピンポイントゲート」や「サブマリンゲート」を選択し、成形機から取り出す時点で分離されている仕組みにしましょう。
4. ゲート周辺で起こりやすい成形不良と対策
現場でよくある「ゲートが原因の不良」とその解決策をまとめました。
| 不良現象 | 原因 | 対策 |
|---|---|---|
| ウェルドライン | 樹脂の合流部の温度低下 | ゲート位置を変更し目立たない(または強度不要な)場所へ移動させる。金型温度や射出速度を上げ、樹脂の融合状態を改善する。 |
| ヒケ(凹み) | 保圧不足、ゲート固化が早すぎ | ゲートサイズを大きくし、保圧時間を長く確保する。 |
| ゲート残り・糸引き | ゲート部の冷却不足、温度過昇 | ゲート径の調整、ノズル・金型温度を下げる。または成形機のサックバック(圧力抜き)設定を調整する。 |
| ジェッティング | ゲートから樹脂が噴水状に飛び出す | ゲート位置を壁面にぶつける配置にするか、ゲートを広げる。 |
5. まとめ:適切なゲート設計で品質は決まる
射出成形のゲートは、単なる樹脂の入り口ではなく、製品の品質・外観・強度・コストのすべてをコントロールする司令塔です。
- 種類を理解する(自動化ならピンポイント、コスト重視ならサイドなど)
- 厚い部分に置く(ヒケ防止の鉄則)
- 後工程を意識する(ゲートカットの手間を減らす)
この3点を意識しつつ、現場でのトラブル(糸引き時のサックバック調整や、ウェルド部強度の担保など)も視野に入れた設計を行うことで、品質は劇的に向上します。
まずは次の設計で、製品の肉厚分布を確認し、最適なゲート位置をシミュレーションすることから始めてみてください。

