「今度の新製品、金型のキャビティはどうする?」
「金型代が高すぎて予算オーバーだ……」
製造業やメーカーで働き始めると、日常的に飛び交う「金型(かながた)」という言葉。しかし、実物を見たことがないと「そもそも金型ってなに?」と戸惑ってしまいますよね。
この記事では、プラスチック製品作りに欠かせない「射出成形(しゃしゅつせいけい)の金型」について、初心者向けにわかりやすく解説します。
専門用語や正しい仕組みを理解すれば、技術者や取引先との会話もスムーズになります。ぜひ最後まで読んで、業務に活かしてください!
射出成形の「金型」とは?まずは基礎を理解しよう
結論から言うと、金型とは「同じ形のプラスチック製品を大量に作るための、金属製の型」のことです。
金属の型だから、「金型」と呼ばれています。

身近なもので例えるなら、「たい焼き器」や「製氷皿」をイメージしてください。
ドロドロの生地(または水)を型に流し込み、熱したり冷やしたりして固めることで、全く同じ形のたい焼きや氷がいくつも作れますよね。
射出成形の金型も原理は同じです。ドロドロに溶かしたプラスチックを、金属で作られた精密な型に流し込んで固めることで、スマートフォンケースやペットボトルのキャップ、自動車の部品まで、あらゆるプラスチック製品を大量生産しているのです。
本記事では、主に射出成形の金型について解説していきますが、金型は射出成形だけに使うものではありません。
ボトルを作るブロー成型や、容器やカバーを作る圧空成形、金属を加工する鍛造加工や板金加工にも金型は使われています。

射出成形金型の機能
では、具体的に金型はなにをしているのでしょうか?
射出成形の金型の機能についてご紹介します。
1. 形状を作る(形状付与機能)
まずは、金型を使う一番の理由「同じ形のものがたくさん作れる」という機能です。
どろどろに溶かした樹脂材料を金型に流し込み、金型のスキマの形状のものを取り出します。
金型は樹脂材料に一定の決まった形状を与える役割を持っています。
2. 材料を冷却する(熱交換機能)
金型の中に流し込まれた溶けた樹脂材料から熱を奪い固めます。
ただし、単に急激に冷やせば良いというわけではありません。
急激に冷やしすぎると、製品が反り返ってしまったり、内部に見えない割れ(応力)が生じたりします。
そのため、金型の内部に温度調整された水や油を通し、製品ごとの適切なスピードと温度(40℃〜120℃など)にコントロールしながら冷やし固めるのが重要です。
3. キャビティまでの通り道(流路形成機能)
金型には、樹脂の入口の「スプルーブッシュ」から、成型品の形状となる空間「キャビティ」まで、溶けた樹脂の通り道となるランナー(プラモデルでパチパチ切るところ)があります。
このランナーのより、各キャビティに樹脂が均一に流れ込むように調整をします。
1部品だけ成形する金型であれば、1つの入口から1つのキャビティまでの通り道となるため、シンプルであまり気にしませんが、多数個取り(同じ形状がいくつも一気に成形できる金型)やファミリー(形状の異なる多部品が一気に成形できる金型)の場合は、1つの入口から分岐していくつものキャビティに均一に樹脂が流れ込むようにランナーを調整する必要があります。
もし均一でないと先に樹脂がいっぱいになったキャビティに圧力がかかり、バリや金型の破損など不具合につながります。
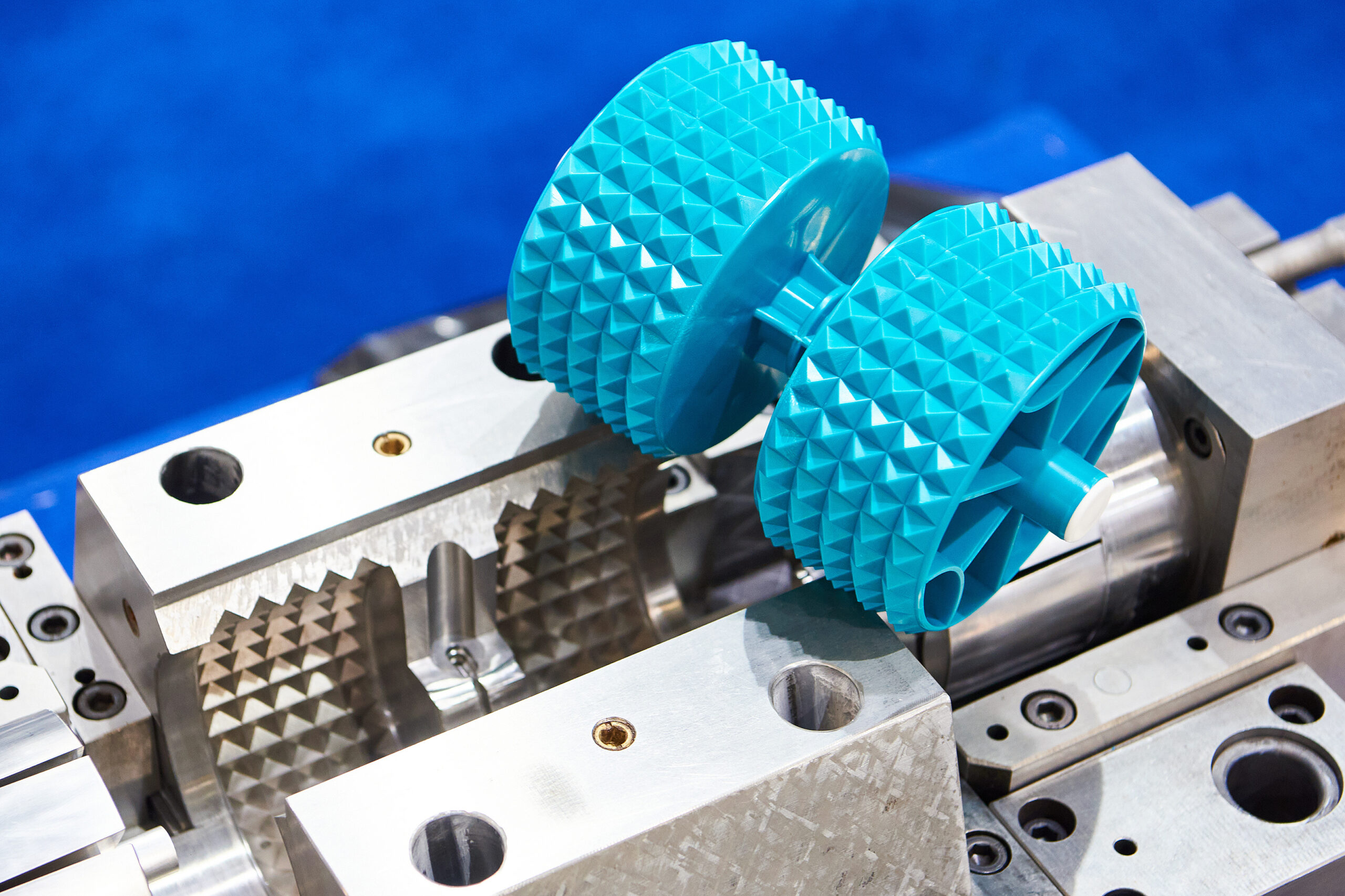
4. 成形品を取り出す(離型機能)
プラスチックが十分に固まったら、金型をパカッと開きます。そして、完成した製品を金型から押し出して(突き出して)取り出します。
金型の可動側(コア)には、成形品を取り出すために後ろから突き出すエジェクターピンという棒が付いています。
このエジェクターピンで押すことで、金型にくっついている成形品を金型から剥がして取り出します。
5. 空気を逃がす(排気機能)
金型には形状を作るための空間(キャビティ)があることはご紹介しましたが、その空間へ溶けた樹脂が流れ込んでくる際に、元々空間内にあった空気はそのままでは逃げることができず圧縮されショートショットやガス焼けなどの不具合につながります。
そのため、金型には空気を逃がす「エアベント」という機能があります。
0.002~0.02mmという極小さい空気の逃げ道があり、空気は抜けていきますが、溶けた樹脂は逃げていかないよう精密に作られています。
ちなみに空気が逃げずキャビティ内に残ると、そのまま樹脂が流れ切らないショートショットとなります。
もっと酷いと、圧縮された空気が発熱し、樹脂を焦がすガス焼けとなります。
成形量産を続けているとエアベントにゴミが詰まり、不具合が発生することもあるので、エアベントのメンテナンスは重要なことです。
初心者が知っておくべき金型の基本構造と名称
打ち合わせでよく耳にする、金型の「基本パーツ」の名称と役割を解説します。これだけ覚えておけば、技術者との会話にグッとついていきやすくなります。
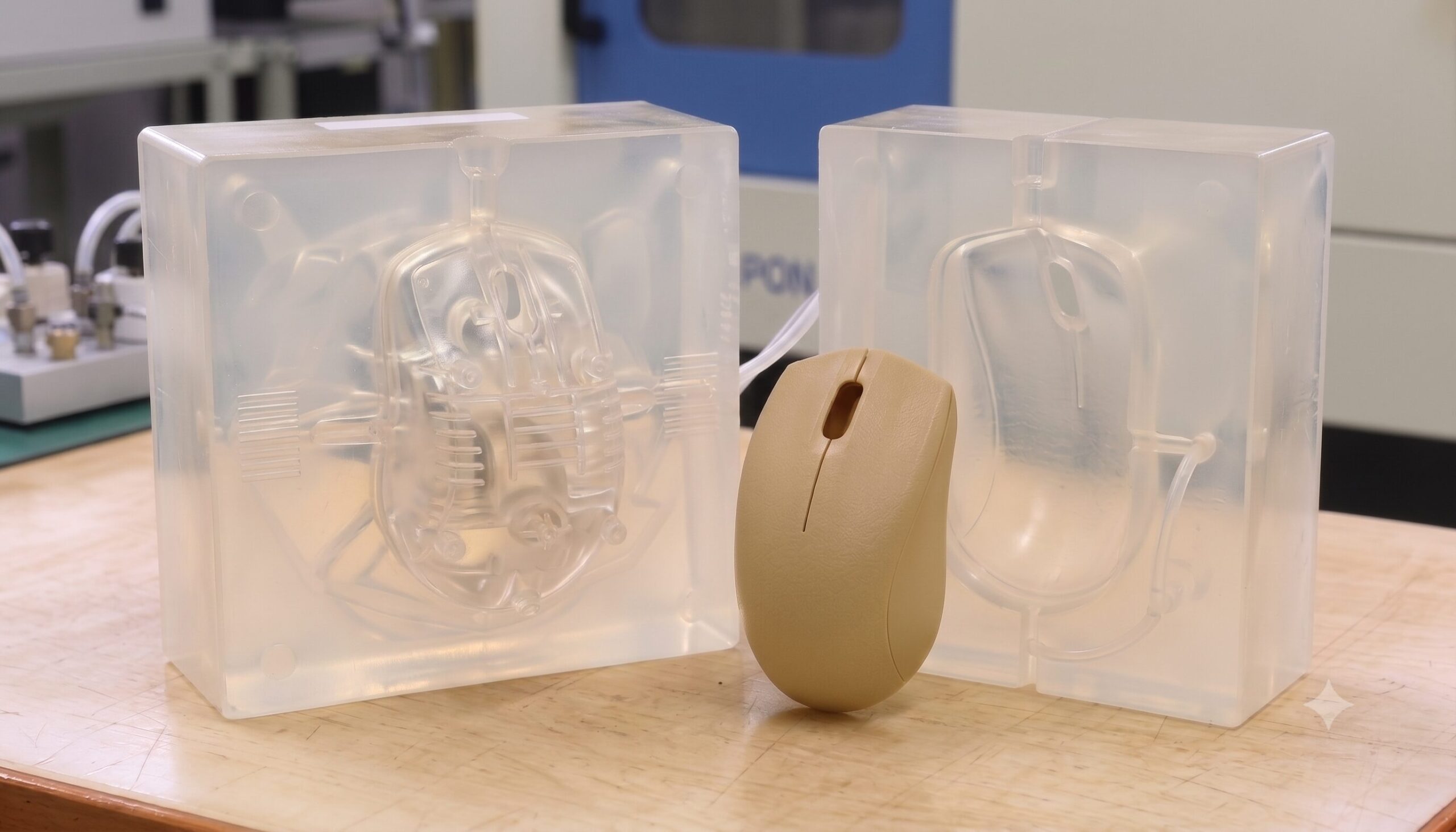
キャビティ(固定側)とコア(可動側)
金型は基本的に、2つの大きな金属ブロックが合わさってできています。一般的には「凹凸」で表現されることも多いですが、正確には以下のように役割が分かれています。
- キャビティ: 製品の「外側(意匠面)」を作る型。成形機に固定されており動きません(固定側)。
- コア: 製品の「内側(構造やリブなど)」を作る型。製品を取り出すために動きます(可動側)。
この固定されたキャビティと、動くコアがピタリと合わさった時にできる隙間に、プラスチックが流れ込みます。
スプルー・ランナー・ゲート(樹脂の通り道)
溶けたプラスチックが、製品部分にたどり着くまでの「道」にも名前がついています。
- スプルー: 金型の入り口となる真っ直ぐなメインの道。
- ランナー: スプルーから枝分かれして、各製品へ向かう道。
- ゲート: 製品部分に流れ込む直前の「入り口」。
プラモデルの部品の周りについている「枠」の部分を見たことがあるでしょうか?あれがまさに、スプルーやランナーで固まったプラスチックの痕跡です。
エジェクタピン(突き出しピン)
金型が開いた後、固まった製品は金型(主にコア側)に張り付いてしまっています。
これを裏側から「ポンッ」と押し出して、金型から綺麗に剥がすための細い金属ピンをエジェクタピンと呼びます。
なぜ高い?時間がかかる?金型製作の裏側
営業や購買担当の方が最も驚くのが、「金型は高額で、完成までに時間がかかる」という事実です。
金型が高額になる理由
金型は、硬い金属(鋼鉄など)の塊を、ミクロン(1/1000ミリ)単位の精度で削り出して作られます。
少しでも寸法が狂うと、製品にバリ(はみ出し)ができたり、部品同士が組み立てられなくなったりするからです。
また、製品ごとに完全に「オーダーメイド」で作るため、専門的な設計費用や高度な加工技術を持つ職人のコストがかかり、結果として数百万円〜数千万円という費用が必要になります。
金型完成までの一般的なリードタイム
金型は「設計 → 加工 → 組み立て → 試し打ち(トライ)」という工程を経て完成します。
製品の複雑さにもよりますが、発注から完成まで早くても1〜2ヶ月、複雑なものだと半年近くかかることも珍しくありません。
そのため、製品開発のスケジュールは「金型の完成時期」から逆算して立てる必要があります。
大型で複雑な金型だと、完成までもっと期間のかかるものもあります。
私の経験した金型では、完成まで2年かかったものがありました。
まとめ:金型の基礎を知って業務に活かそう
今回は、射出成形の金型の基礎知識について解説しました。
- 金型はプラスチック製品を大量生産するための「金属の型」
- 金型の5つの機能
- 製品の外側を作る「キャビティ(固定側)」と内側を作る「コア(可動側)」から成る
- ミクロン単位の高精度なオーダーメイド品のため、高額で納期がかかる
金型の正しい仕組みや専門用語を少し知っているだけで、技術者やメーカーとのコミュニケーションは格段にスムーズになります。
ぜひ、この記事で学んだ知識を明日の業務から役立ててみてください!