製品設計や企画の業務において、「内部を空洞にしたい」「液体を密閉するタンクを作りたい」という場面に直面していませんか? そんな中空のプラスチック製品を作る際に欠かせない工法が「ブロー成形」です。
しかし、プラスチック成形の代表格である射出成形と比べて、「具体的に何が違うのか」「設計時にどんな点に気をつければいいのか」と悩む若手設計者の方は少なくありません。
この記事では、ブロー成形の仕組みから、射出成形との使い分け、設計上のメリット・デメリットまで、現場で役立つ基礎知識をわかりやすく解説します。
ブロー成形とは?初心者にもわかりやすく解説
ブロー成形(Blow Molding)とは、熱して柔らかくしたプラスチック樹脂に内側から空気を吹き込み、金型に押し当てて成形する加工技術です。「ブロー=吹く」という名前の通り、ガラス細工や風船を膨らませている様子をイメージすると分かりやすいでしょう。
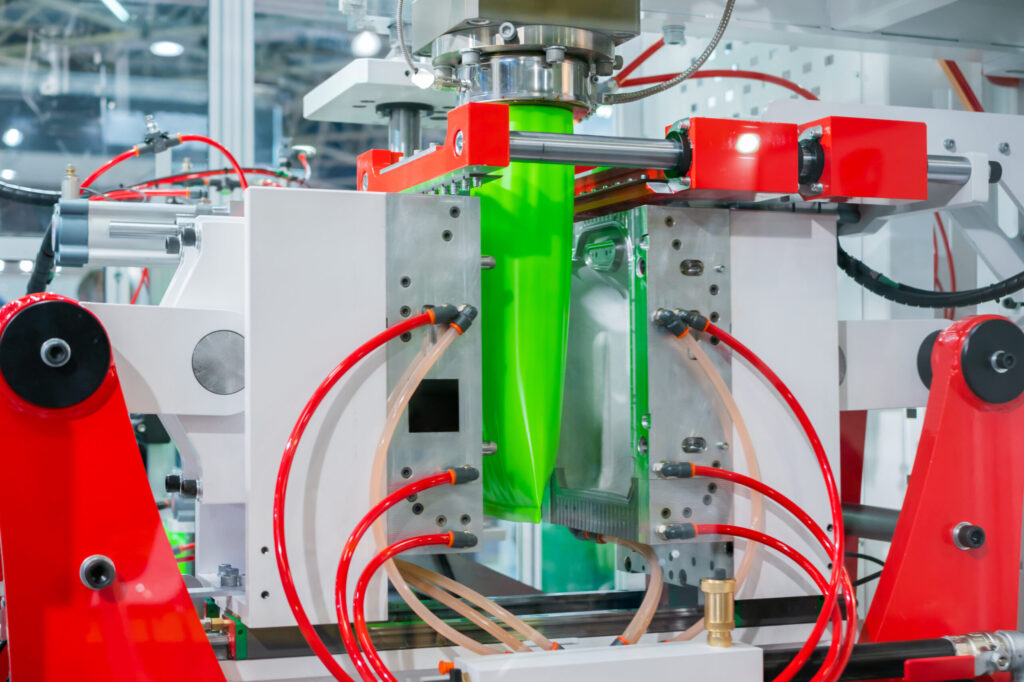
- ドロドロに溶かしたチューブ状の樹脂(パリソンと呼ばれます)を下に垂らす
- 左右から金型で挟み込む
- 内部に空気を吹き込み、金型の内側の形状にピタッと密着させる
- 冷却して固め、金型を開いて取り出す
この仕組みにより、内部が空洞(中空)になっているプラスチック製品を効率よく大量生産することができます。
後で出てくるダイレクトブロー成形をより細かく工程を見ていくと、①~⑦までの順番で成形をしています。
①材料の溶融・可塑化
➁パリソンの形成
③スライド・型閉
④口部の予備ブロー・パリソンカット
⑤打込・ブローアップ
⑥放出・型開
⑦製品保持・取り出し
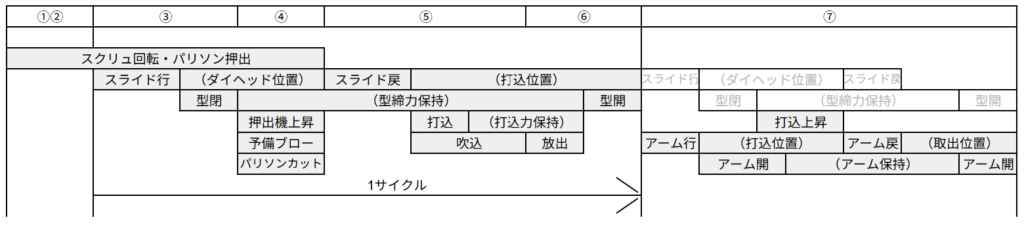
この工程を1サイクルとして、繰り返していく流れとなります。
ブロー成形と射出成形の違い・使い分け
プラスチック部品の設計で最もよく使われる「射出成形(インジェクション成形)」と「ブロー成形」は、どのように使い分ければよいのでしょうか。 結論から言うと、「中身の詰まった精密部品」か「中身が空洞の容器」かで工法を選択します。
- 射出成形に向いているもの 歯車、スイッチ、複雑なリブ(補強)がある筐体など。金型の中に高圧で樹脂を注入するため、寸法精度が非常に高く、中身がしっかりと詰まった(ソリッドな)部品を作るのに適しています。
- ブロー成形に向いているもの ボトル容器、ポリタンク、空調ダクトなど。内部に液体や空気をためるための大きな空洞が必要な部品に適しています。
もし射出成形で「中空のタンク」を作ろうとすると、2つの部品を別々に作ってから貼り合わせる必要がありますが、ブロー成形なら最初から1つの空洞部品として作ることができます。
ブロー成形のメリット・デメリット
設計を行う上で必ず知っておきたい、ブロー成形のメリットとデメリット(注意点)を解説します。
ブロー成形の3つのメリット
- 溶着不要な中空構造が作れる 最大の強みは、2部品の組み立て(溶着やパッキン)が不要な一体中空構造が作れる点です。射出成形した2つの部品を組み合わせて水密性を持たせる場合、隙間にパッキンやOリングを挟んだり、超音波溶着をしたりと、複雑な防水設計が必要になります。ブロー成形であれば容器の底にピンチオフと呼ばれる樹脂のつなぎ目が出ますが、水漏れリスクをほぼほぼ無くすことができます。
- 金型費用が比較的安い 射出成形のように数十トン〜数百トンの高い圧力をかけて樹脂を押し込む必要がないため、金型にかかる負担が少なく済みます。そのため、アルミなどの比較的安価な材料で金型を作ることができ、パリソンを挟む食い切り刃や口部を形成するカウンタープレートの様に強度が必要な部分のみ鋼材を使って、金型費用を抑えやすい傾向があります。また射出成形みたいに凹側のキャビティと凸側のコアの2種類を用意せず、両方凹側のキャビティだけで成形ができるので金型製作費用も抑えられます。
- 複雑な3D形状が作れる 自動車のエアコンダクトのように、うねうねと曲がりくねった複雑な3次元の管形状であっても、一体成形することが可能です。また、大容量ボトルで横に持ち手がある物がありますが、あれも後からバリを打ち抜くだけで成形が可能です。
- 多層材質の物が作れる 表面のスキン層、酸素を防ぐバリア層、バリを粉砕し再利用するリプロ層など、それぞれ機能や目的の異なる樹脂材料を薄い層にして重ねることができます。マヨネーズのボトルなどは6層にも重なる多層構造でボトルを成形しています。
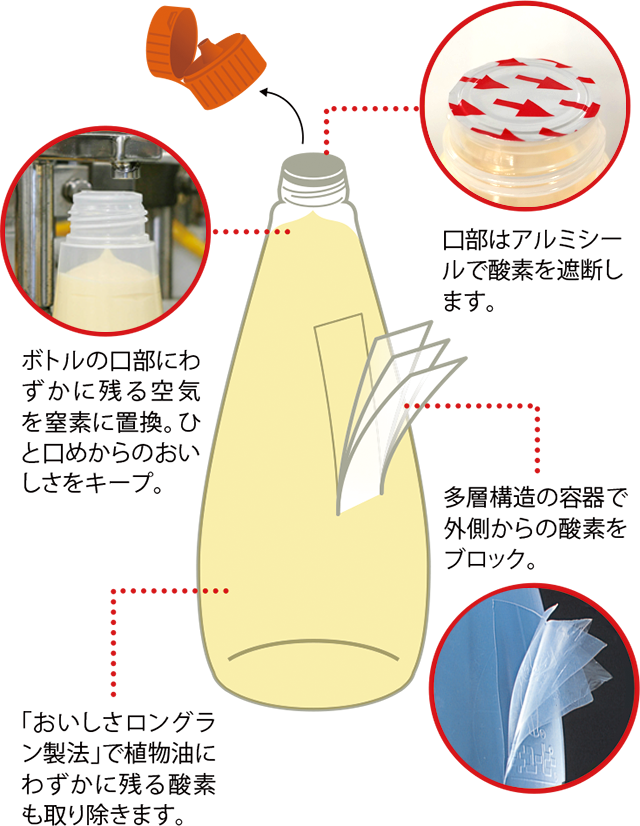
https://www.kewpie.com/education/information/mayonnaise/production/enzyme.html
ブロー成形のデメリットと設計時の注意点
- 肉厚を均一にするのが難しい 空気を吹き込んで風船のように膨らませるため、中心から近い所は金型に早く触れて冷やされ板厚が厚く、中心から遠いところはより引き伸ばされるため肉厚が薄くなり、「樹脂の厚み(肉厚)」にばらつきが生じます。「パリコン(パリソンコントローラー)」と呼ばれる機能で膨らます前のパリソンの厚みを部分的に変更でき、多少は板厚の調整が可能ですが、角(コーナー)部分は薄くなりやすいため、極端に尖った形状の設計は避け、大きなR(丸み)をつける工夫が必要です。
- 内側の寸法精度が出にくい 内側から空気圧で金型に押し付けるだけなので、射出成形ほどの高い寸法精度(100分の1ミリ単位の精度など)は期待できません。金型に直接押し当てる外形寸法やブローピンで形成できる口部はまだ寸法がコントロールしやすいですが、内側は空気圧のみで金型に触れないため成り行きの寸法となります。
代表的なブロー成形の種類と特徴
一口にブロー成形と言っても、製品の用途に合わせていくつかの種類が存在します。代表的な2つを紹介します。
ダイレクトブロー成形(押出ブロー成形)
最も標準的な手法です。押し出し機からところてんのように垂らしたチューブ状の樹脂(パリソン)を、そのまま金型で挟んで膨らませます。
シャンプーのボトルや、灯油のポリタンク、自動車用ダクトなど、比較的大きく、形状の自由度が求められる製品に幅広く使われています。
多層成形ができ、金型費用も比較的抑えることが可能です。
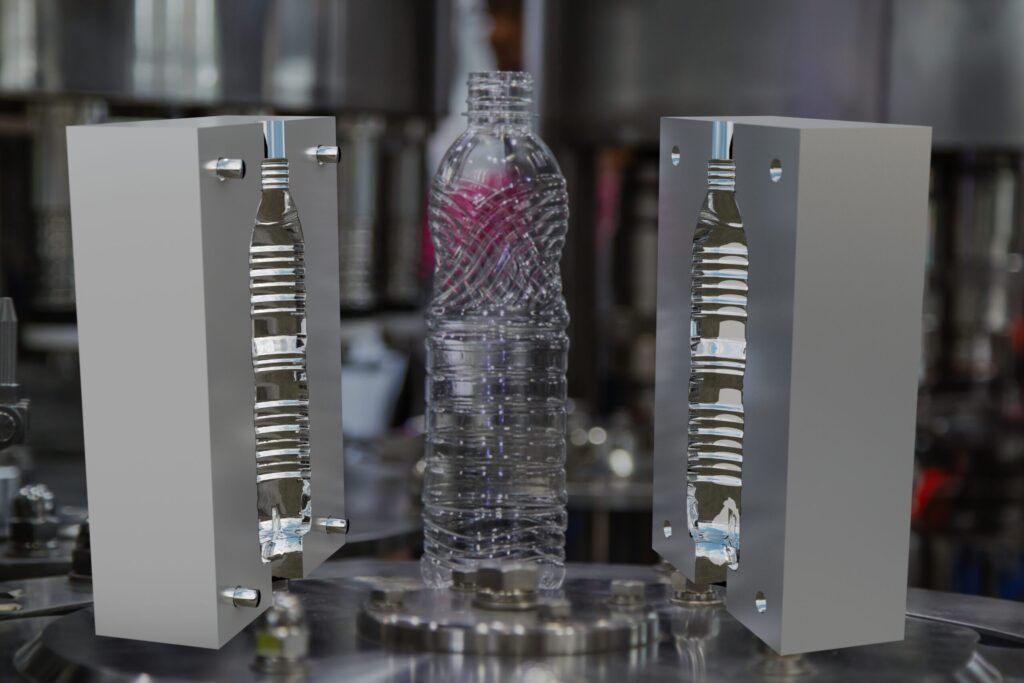
インジェクション延伸ブロー成形
「射出成形」と「ブロー成形」を組み合わせた手法です。
まず射出成形で試験管のような形をしたプリフォームを作ります。
その後、その原型を加熱して柔らかくし、金型に入れてブローピンで引き延ばしながら空気を吹き込みます。 飲料用のペットボトルがこの代表例です。

キャップを締める「ネジ部(口元)」は射出成形で作られるため非常に精度が高く、胴体部分はブロー成形で薄く引き伸ばされるという両者の良いとこ取りをした工法です。
プリフォームを射出成形で作るので板厚のコントロールがしやすく、均一な板厚の成形が可能となります。
また、ダイレクトブロー成形のように底部にピンチオフができないので、成形品の強度にも優れています。
ただし、プリフォーム用の金型が必要であるため初期費用が高くなります。
身の回りにあるブロー成形品の具体例
ブロー成形で作られた製品は、私たちの生活の至る所に存在しています。
- 日用品・食品容器: 飲料用ペットボトル、マヨネーズの容器、化粧品や洗剤のボトル
- 工業用・自動車部品: ウォッシャブルタンク(車の窓拭き液を入れるタンク)、空調ダクト、バンパーの一部
- その他: 灯油を入れるポリタンク、カラーコーン、浮き輪代わりになるフロート
「中に液体を入れる」「空気を通す」「軽くしたい」という要望があるプラスチック製品の多くに、ブロー成形が使われています。
まとめ:ブロー成形の基礎知識を身につけ実務に活かそう
この記事では、ブロー成形の基礎知識について解説しました。
- ブロー成形は、樹脂を風船のように膨らませて「中空形状」を作る技術
- 射出成形は「精密なソリッド部品」、ブロー成形は「空洞のある容器・管」と使い分ける
- パッキン不要で水漏れしないシームレス構造が作れるのが最大の強み
- 肉厚のばらつきや寸法精度には限界があるため、それを考慮した設計が必要
新しい部品の設計を任された際、「この形状は水を入れるから、ブロー成形を検討しよう」といった引き出しを持っておくことで、設計者としてのレベルは格段に上がります。
ぜひ本記事の知識を、今後のモノづくりや工場との打ち合わせに活かしてください。