

「設計や金型メーカーとの打ち合わせに参加しても、専門用語が多くて話についていけない…」
「スプルー?キャビティ?何が違うの?」
プラスチック製品の開発に関わることになった際、最初に壁となるのが「金型の構造と名称」です。
図面を見ても複雑すぎて、どこがどうなっているのかサッパリ分からないという方も多いのではないでしょうか。
この記事では、金型の知識がゼロの初心者の方に向けて、射出成形金型の基本的な構造と、よく使われる専門用語を分かりやすく解説します。
この記事を読めば、金型の全体像が掴めるようになり、打ち合わせにも自信を持って参加できるようになりますよ!
射出成形金型とは?初心者向けに基本概念を解説
射出成形金型とは、一言でいうと「溶かしたプラスチックを流し込んで、目的の形に固めるための金属製の型」のことです。
身近なもので例えるなら、「たい焼き機」や「氷を作る製氷皿」をイメージしてください。
たい焼き機にドロドロの生地(溶かしたプラスチック)を流し込み、熱を加えて固める(金型では冷やして固める)ことで、同じ形のたい焼き(製品)が大量に作れますよね。
射出成形金型も基本原理はこれと全く同じです。
ただし、ミクロン単位の精度が求められるため、内部には様々な工夫と複雑な部品が組み込まれています。
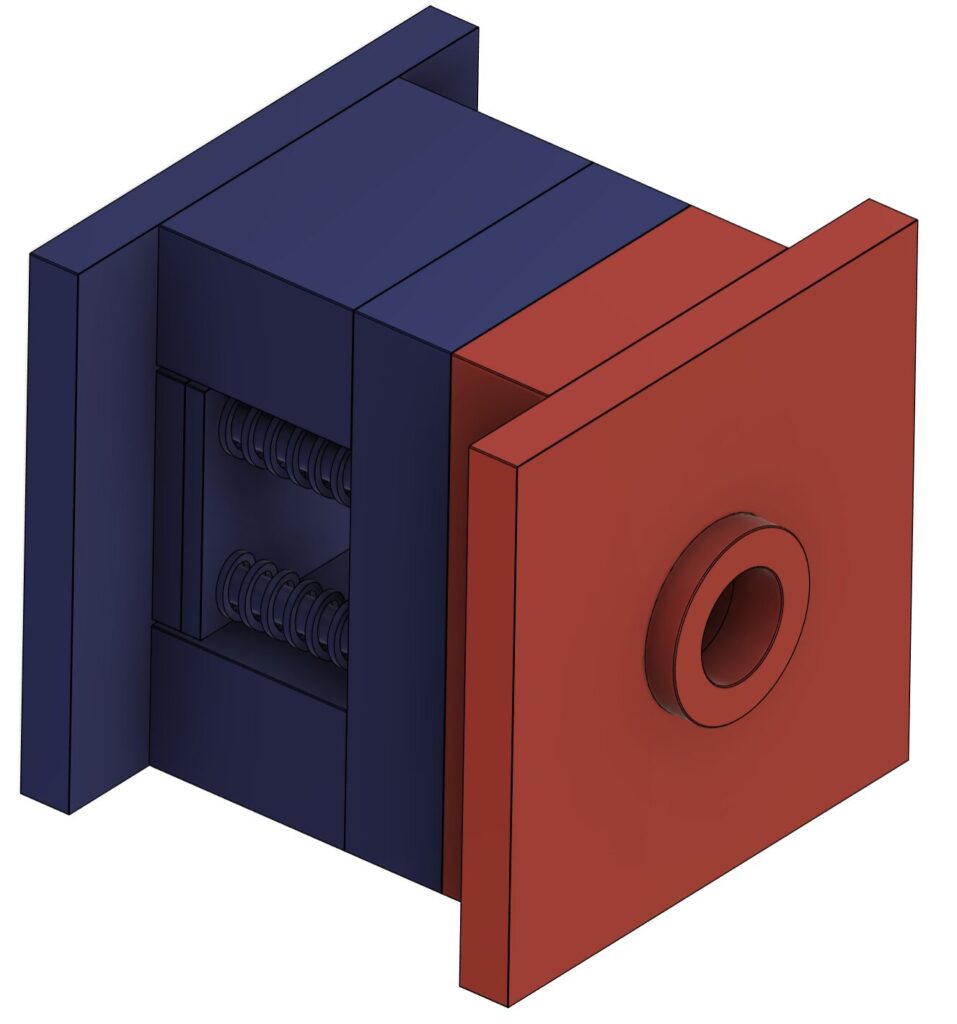
射出成形金型の大きな構造(固定側と可動側)
金型は、大きく「固定側」と「可動側」の2つのブロックに分かれています。
画像は分かりやすくするため、「固定側(赤色)」と「可動側(青色)」に色分けしています。
実際の金型は金属製なので、色が異なっているわけではありません。
たい焼き機が2枚の鉄板で挟むようになっているのと同じく、金型も開閉して製品を取り出す必要があるため固定側と可動側の二つに分かれています。
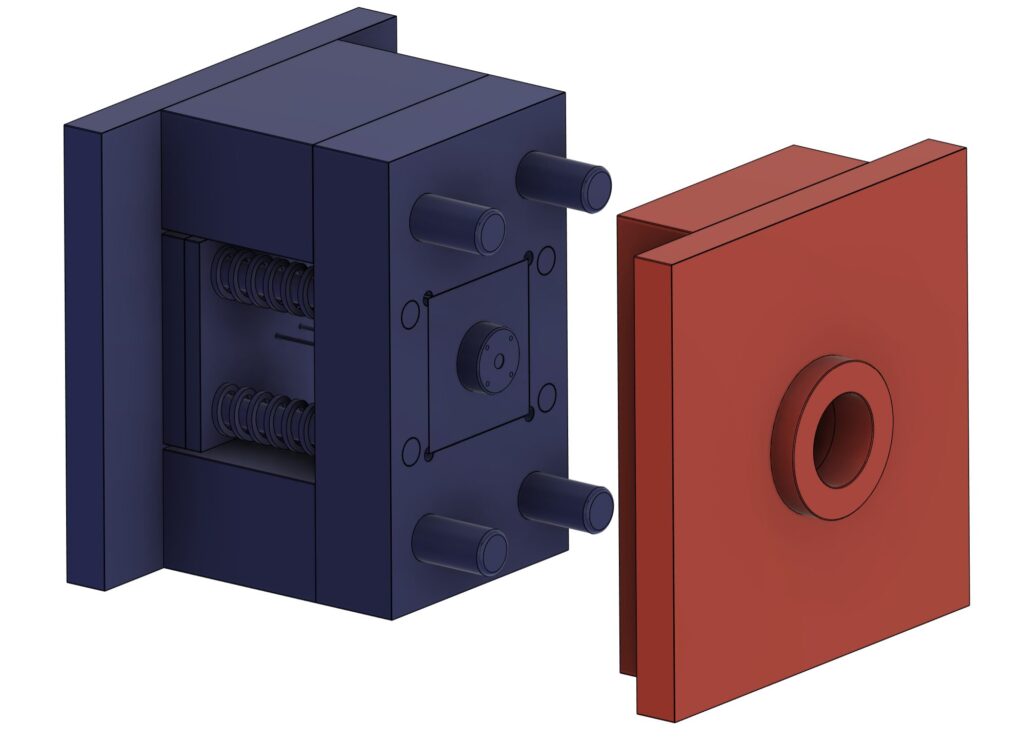
固定側(キャビティ)の役割
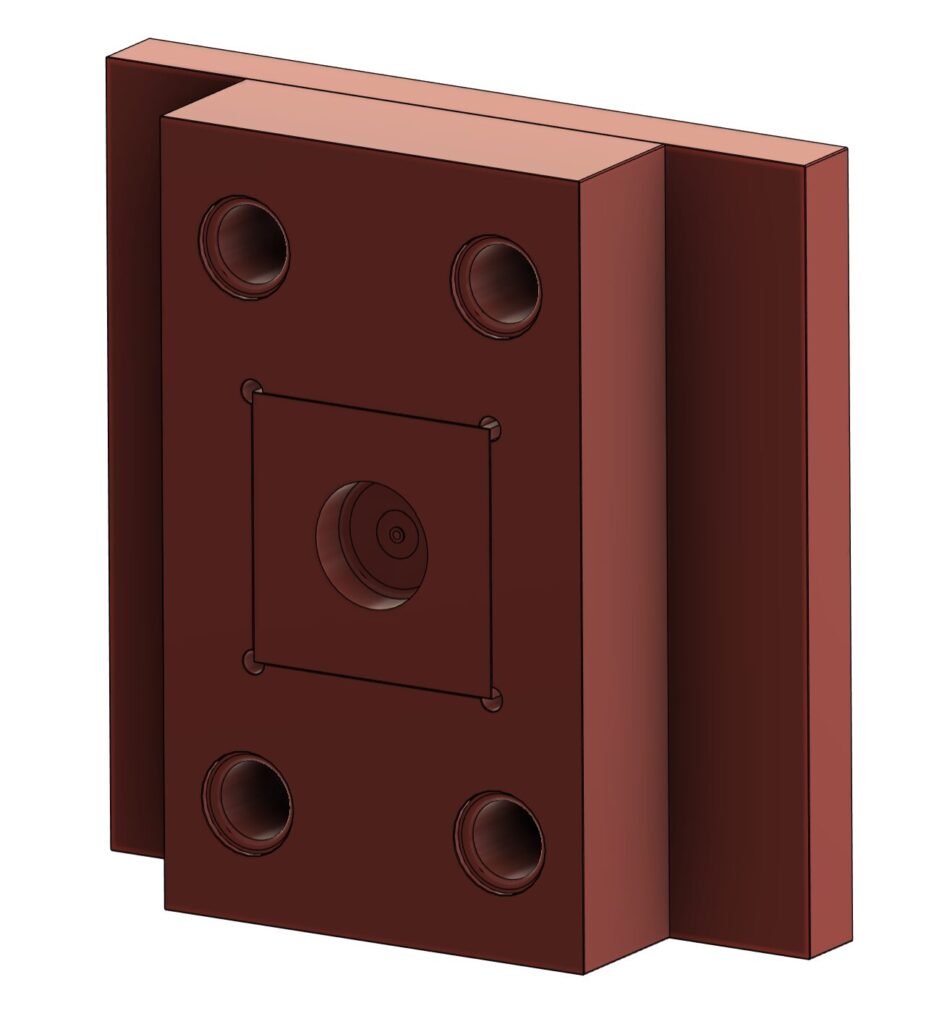
固定側は、成形品を金型から取り出す時に動かない側の金型です。
多くの製品では、外観側の形状(凹デザイン)を作る役割を持たせることが多く、「キャビティ(雌型)」とも呼ばれます。
可動側(コア)の役割
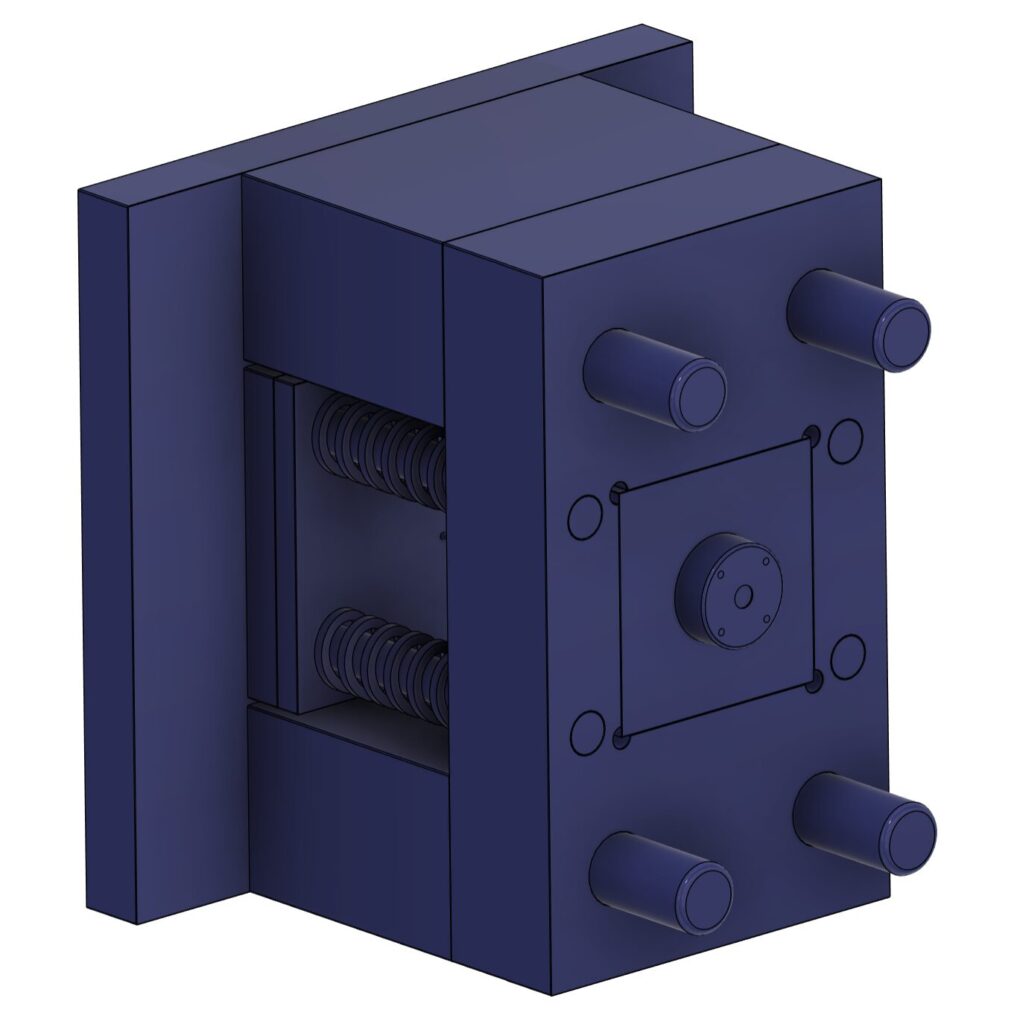
可動側は、成形機の中で前後に動き、金型を開閉させる側の金型です。
製品を金型から押し出すための部品(エジェクタピンなど)は、この可動側に組み込まれています。
そのため、金型が開いた時に製品がこちら側に残るよう、基本的には製品の内側の形状(凸デザイン)を作る役割を持たせており、「コア(雄型)」と呼ばれます。
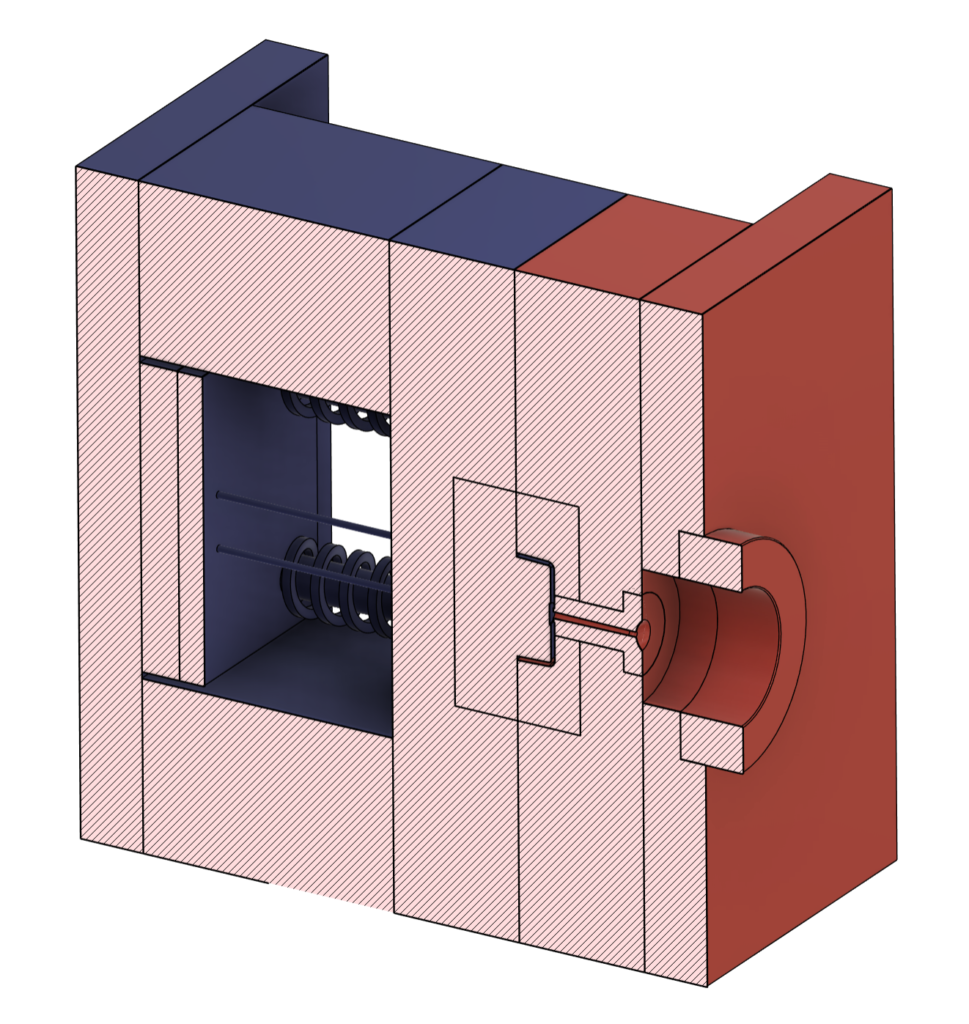
パーティング面、パーティングライン(PL)とは
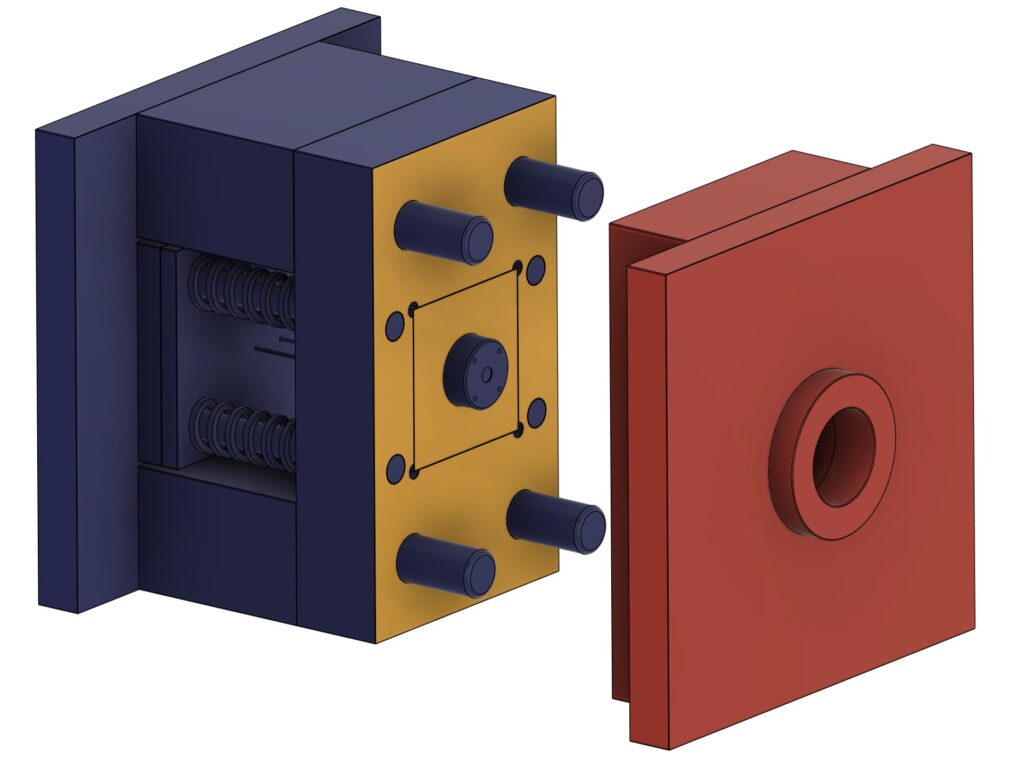
固定側と可動側がピタッと合わさる境界面のことを「パーティング面(黄色面)」と呼びます。
成形品側から見るとこの合わせ部分が線として出るため「パーティングライン(PL)」と呼びます。
プラスチック製品をよく見ると、側面にうっすらと一周するような線が入っていることがありますよね。
それがパーティングラインです。ここはどうしてもごくわずかな隙間ができるため、段差や「バリ(はみ出し)」が出やすいポイントになります。
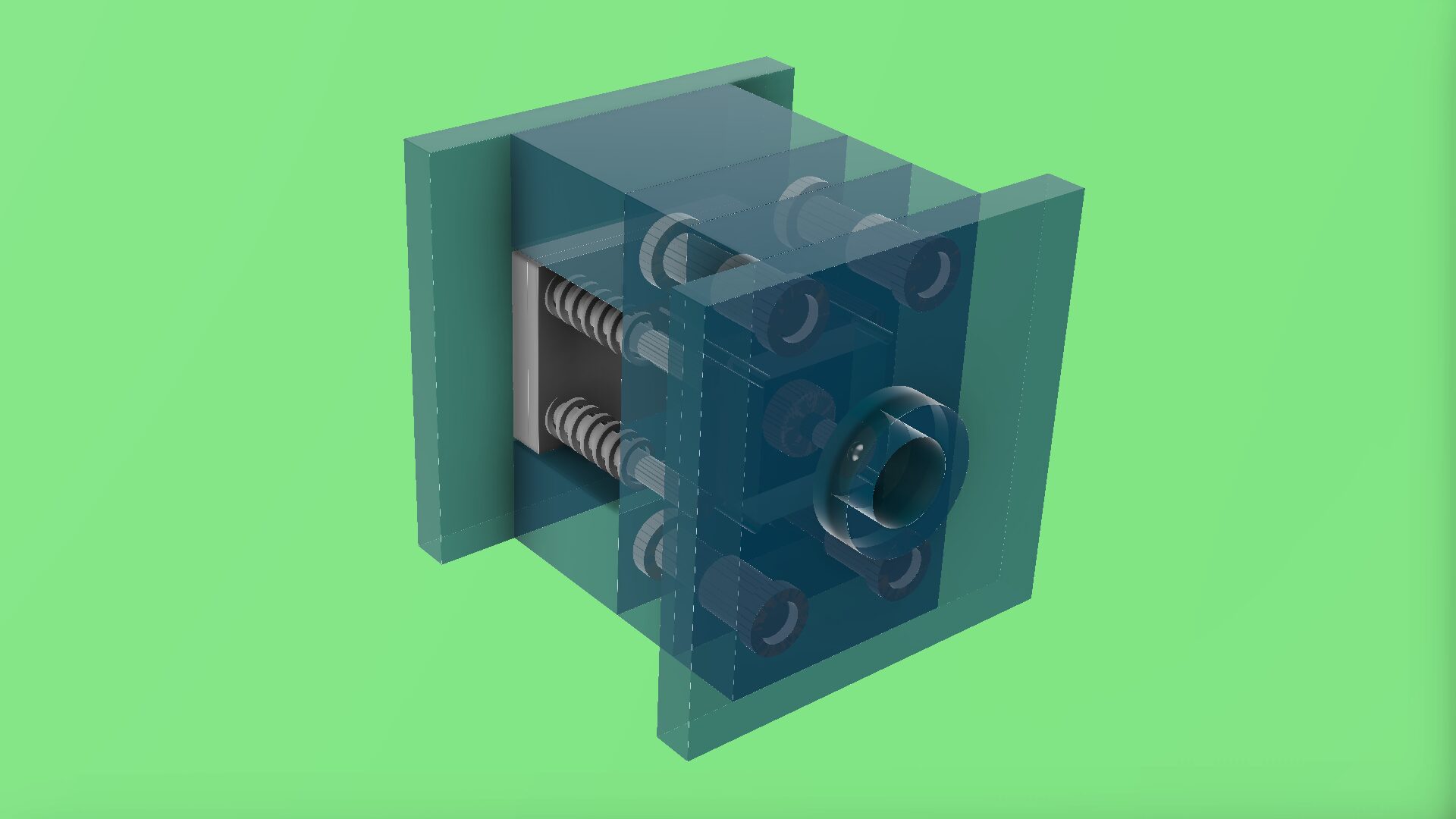
金型を構成する主要部品の名称と役割
金型の内部では、樹脂が流れてから製品として取り出されるまでに、様々な部品が連携して働いています。
ここでは、金型を構成する主要な部品名称と役割について一覧表で解説していきます。
部品名称と役割
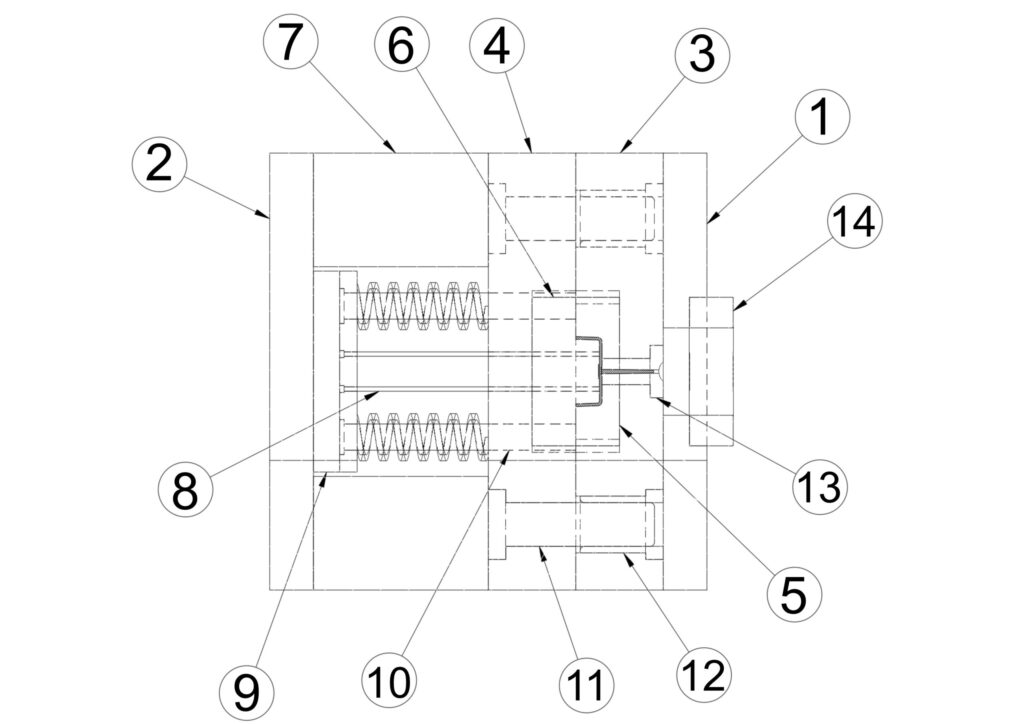
| ① | 固定側取付板 | 射出成形機のダイプレート(固定盤)に金型を取り付けるためのプレート |
| ➁ | 可動側取付板 | 射出成形機のダイプレート(可動盤)に金型を取り付けるためのプレート |
| ③ | 固定側型板 | 金型の本体となる成形品の外観側を形成する部品 (画像では製品部入れ子のベースとなっている) |
| ④ | 可動側型板 | 金型の本体となる成形品の内面側を形成する部品 (画像では製品部入れ子のベースとなっている) |
| ⑤ | 固定側製品部入れ子 | 成形品の外観側を形成する箇所を入れ子構造とした部品 (メンテナンス性の向上が見込める) |
| ⑥ | 可動側製品部入れ子 | 成形品の内面側を形成する箇所を入れ子構造とした部品 (メンテナンス性の向上が見込める) |
| ⑦ | スペーサーブロック | 突出しピン、突出し板が動作する空間をあける役割 |
| ⑧ | 突出しピン (エジェクターピン) | 成形品を金型から離型する際に可動側からピンで押し出すためのピン |
| ⑨ | 突出し板 (エジェクタープレート) | 突出しピンを固定し、動作させるためのプレート |
| ⑩ | リターンピン | 飛び出した突出しピンを元の位置まで戻す役割 金型が閉じる際に固定側へ当たり、突出し板が戻る構造 |
| ⑪ | ガイドピン | 可動側と固定側の位置を合うようにするガイド 金型が閉じる際にガイドピンが最初にガイドブッシュへ入り位置決めされる。 |
| ⑫ | ガイドブッシュ | ガイドピンが入る位置決めのブッシュ |
| ⑬ | スプルーブッシュ | 溶けた樹脂が入る入口 射出成形機のノズルが触れる(ノズルタッチする)部品 |
| ⑭ | ロケートリング | 射出成形機へ金型を取り付ける際の位置決め用部品 成形機のダイプレートに空いた穴へロケートリングを入れてから、①➁の取付板を固定する |
知っておきたい金型の代表的な種類
金型の構造にはいくつか種類がありますが、打ち合わせでよく耳にする「2プレート」と「3プレート」の違いを押さえておきましょう。
ちなみにここまでご紹介してきた金型は2プレート金型となります。
2プレート金型と3プレート金型の違い
| 項目 | 2プレート金型(2段抜き) | 3プレート金型(3段抜き) |
| 構造 | 金型が開く場所が1ヶ所で、大きく2つのブロックに分かれる構造。 | 金型が開く場所が2ヶ所あり、大きく3つのブロックに分かれる構造。ランナーを取り出すための隙間が追加で開きます。 |
| 特徴 | 構造が比較的シンプルで金型費用が抑えやすい。 | 構造が複雑になりやすく金型費用が高め。 |
| 製品の取り出し | 製品とランナー(樹脂の通り道)がくっついた状態で出てくる。後でカットが必要。 | 型が開く際に、製品とランナーが自動で切り離されて落ちてくる。 |
| 用途 | 一般的な製品、コストを抑えたい場合 | ゲート跡を目立たせたくない場合、仕上げ工程を自動化したい場合 |
初心者がつまずきやすい金型の専門用語
最後に、不具合の報告や設計変更の打ち合わせで必ず登場する用語を3つだけ覚えておきましょう。
アンダーカットとスライド構造
金型は真っ直ぐに開閉するため、側面に穴や出っ張りがあると、引っかかって製品が取り出せません。
このように、真っ直ぐ抜けない形状を「アンダーカット」と呼びます。
これを解決するために、金型が開く動きに合わせて横方向へ動く「スライドコア(スライド構造)」という特殊な部品を組み込む必要があります。
金型の構造が複雑になるため、コストアップの要因になります。
バリとヒケ
成形不良を表す代表的な言葉です。
- バリ: 金型のわずかな隙間に、樹脂がはみ出して固まってしまった薄い膜のこと。
- ヒケ: 樹脂が冷えて固まる際に収縮し、製品の表面が凹んでしまう現象のこと。
まとめ:金型の構造基礎を理解して業務をスムーズに進めよう
射出成形金型の基礎知識について解説しました。ポイントを振り返りましょう。
- 金型は「固定側(キャビティ)」と「可動側(コア)」に分かれており、可動側で製品を取り出す。
- 金型は様々な部品から成り立っている。
- 製品を取り出す際は「エジェクタピン」で突き出す。
- 側面に穴などがある場合は「スライド構造」が必要になる。
最初は難しく感じるかもしれませんが、樹脂の流れと金型が開閉するイメージを持てば、全体の構造はそれほど複雑ではありません。
基礎知識を身につけることで、金型メーカーや設計担当とのコミュニケーションがぐっとスムーズになります。ぜひこの記事を参考に、実際の図面や金型を見る際の手助けにしてくださいね!
