「相場より高いわけではないけれど、予算オーバーだからなんとかコストを下げたい」
「でも、具体的に3Dデータのどこをどう変更すれば成形費用が安くなるのだろう?」
成形品のコストダウンと聞くと、成形メーカーに「もう少し安くしてよ」と値引き交渉をすることを想像しがちです。
しかし、無理な値引きはメーカーのモチベーション低下や品質悪化を招くだけで、本質的な解決にはなりません。
第1回、第2回で見積もりの構造を学んだ皆さんなら、もう理解されているかと思いますが、真のコストダウンとは、見積もりの根拠となる「金型構造」をシンプルにし、「サイクルタイム」を縮めるための合理的な設計変更(VE提案)を行うことです。
シリーズ最終回となる第3回では、若手設計者が自ら3DCADを操作して実践できる、射出成形品の劇的なコストダウン設計手法と交渉術を解説します。
コストダウンの勝負は「設計初期(フロントローディング)」で決まる
具体的なテクニックの前に、最も重要なマインドセットをお伝えします。
コストダウンは「設計の初期段階(フロントローディング)」で行うのが鉄則です。
なぜ図面完成後のコストダウン要求はNGなのか
図面が完成し、成形メーカーが金型の設計を終えた後に「やっぱりコストを下げたい」と要求するのは最悪のタイミングです。
形状が確定した状態では、メーカー側は「成形機のチャージレートを下げる(無理な薄利多売)」しか選択肢がなくなり、協力的な関係が崩れてしまいます。
まだポンチ絵や粗い3Dモデルの段階で「ここをどういう形状にすれば金型をシンプルにできますか?」と設計の初期段階から成形メーカーを巻き込んで相談することが、最大のコスト削減に繋がります。
【金型代を下げる】初期費用を劇的に削るVE設計
数百万円かかることもある金型代(イニシャルコスト)を下げるためには、金型の「構造をシンプルにする」ことと「サイズを小さくする」ことが重要です。
1. 最大のコストダウン「アンダーカットの廃止」と「無理抜き」の活用
もっとも金型代を下げる効果が高いのが、アンダーカット(型の開閉方向だけでは製品が抜けない引っ掛かり部分)をなくす設計変更です。
横穴や内側のツメがある製品は、金型内に「スライドコア」や「傾斜ピン」といった複雑な可動機構を組み込む必要があり、金型代が数十万円単位で跳ね上がります。
機能を損なわない範囲で「ツメの真下に抜き穴(窓)を設けてキャビコアだけで形を作る」「横穴を型の合わせ面(パーティングライン)に持ってくる」といった工夫でアンダーカットを廃止しましょう。
また、PP(ポリプロピレン)やPE(ポリエチレン)といった柔軟性のある樹脂で、ツメの引っ掛かりが浅い場合は、スライド機構を使わず樹脂の弾性を利用して金型から力ずくで押し出す「無理抜き」という手法が取れることもあります。
これも可動機構を無くして金型代を劇的に下げる実務テクニックの一つです。
2. 適切な「取り数」の設定とファミリーモールドに潜む罠
金型の価格は、ベースとなる鋼材の大きさに比例します。
そのため、複数の部品を1つの金型にまとめて収める「ファミリーモールド」や「セット取り」は、別々に型を作るよりも初期費用を大きく抑えられます。
しかし、実務においては「流動バランス(充填バランス)」の罠に注意しなければなりません。
体積や肉厚の異なる別々の部品に同時に樹脂を流すと、小さい部品には樹脂が詰まりすぎて「バリ」が出やすく、大きい部品には樹脂が行き渡らず「ショートショット」になりやすくなります。
成形メーカーからは品質が安定しないため敬遠されることも多いため、ファミリーモールドを採用する際は、ランナーの太さや長さの調整などをメーカーと綿密にすり合わせる必要があります。
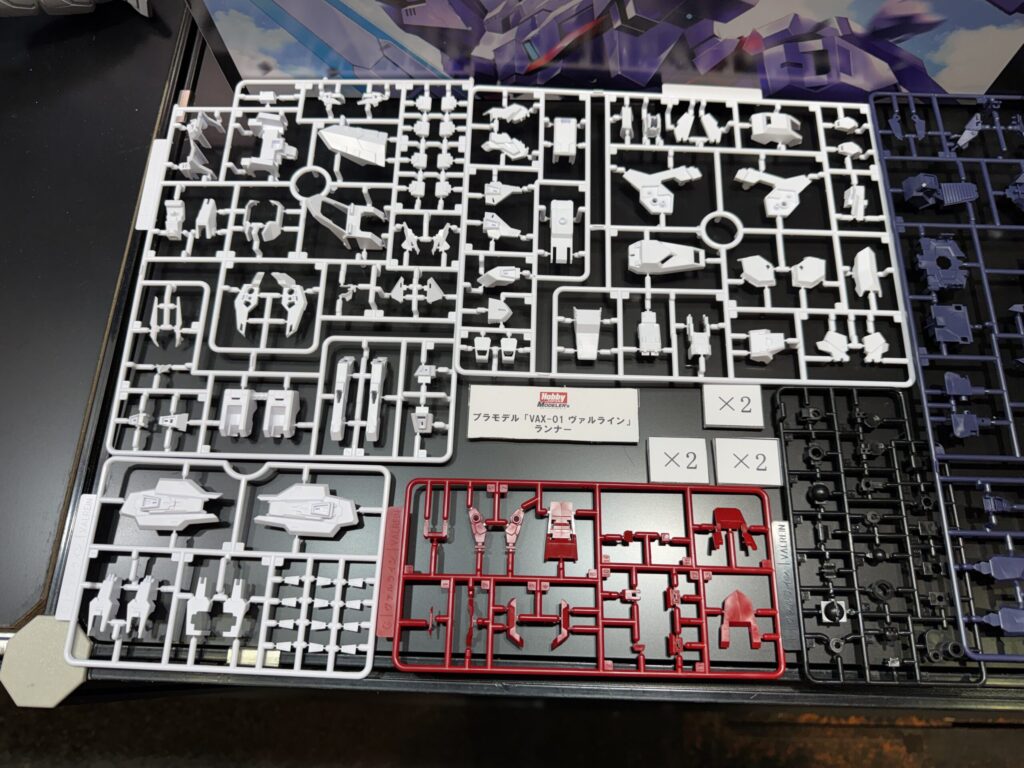
ファミリーモールドの極みと言えるのがプラモデルです。
いくつもの形状の異なる部品を一つの金型で成形しています。
いくつもの部品を連結し、ランナーも込みの全体で一つの成形品とも言えますが、考え方としてはファミリーモールドそのものとなっています。
【製品単価を下げる】量産費用を抑える形状と材料の工夫
量産が続く限りかかり続ける「製品単価」を下げるには、材料の使用量と成形にかかる時間(サイクルタイム)を削る必要があります。
3. 全ての基本「肉抜き・リブ化」と「ヒケ」を防ぐ設計ルール
樹脂部品設計の基本であり、最強のコストダウン手法が「肉抜き」と「均肉化(全体の厚みを均一にすること)」です。
肉抜きをして製品を薄肉化すれば、樹脂の材料費が下がるだけでなく、樹脂が冷え固まるまでの「冷却時間」が大幅に短縮され、加工費(サイクルタイム)の削減に直結します。
肉を抜いたままだと強度が足りなくなる場合は、空いた空間には「リブ(補強の壁)」を立てて強度を補います。
ただし、ここで若手設計者がやってしまいがちなのが、外壁と同じ厚みのリブを立ててしまう失敗です。
リブの根元は樹脂が溜まりやすく、冷却時に大きく収縮するため、製品の表面が凹む「ヒケ」という外観不良を発生させます。
リブの厚みは、基本板厚の50〜70%以下に抑えるのが、ヒケを防ぎつつコストを下げるDFM(製造性考慮設計)の絶対ルールです。
4. オーバースペックな材料・過剰な「寸法公差」の見直し
図面を見直し、過剰な要求スペックを引き下げることも立派なVE提案です。
- 樹脂材料の変更: 「なんとなく」で高価なエンジニアリングプラスチックを指定している部品、実は安価なPP(ポリプロピレン)やABS樹脂でも強度が足りませんか?必要十分な汎用プラスチックに変更するだけで材料費は下がります。
- 寸法公差の緩和と逃げ構造: プラスチックは冷却時に必ず収縮するため、金属加工のような厳しい寸法公差(±0.05mmなど)を出すのは至難の業であり、不良率(歩留まり)を悪化させて単価を上げます。不要な箇所の公差を緩めるだけでなく、ネジ穴を長穴やバカ穴(逃げ構造)にするなど、「成形品の寸法が多少バラついても問題なく組み付けられる構造」に設計することこそが、究極のコストダウンです。
まとめ:成形メーカーは「敵」ではなくコストダウンの「パートナー」
第3回にわたって、射出成形の見積もりの仕組みから妥当性の確認、そしてコストダウンの手法を解説してきました。
- 金型代はアンダーカットの廃止(窓開けや無理抜き)で可動機構を無くして削る
- 製品単価は「肉抜き」による冷却時間短縮で削り、リブ厚は「ヒケ」防止のため50〜70%に抑える
- プラスチックの収縮特性を理解し、長穴などの逃げ構造で過剰な公差指定を無くす
これらのポイントを押さえていれば、成形メーカーとの打ち合わせは「単なる値切り交渉」から「高度な技術的ディスカッション」へと劇的に変わります。
成形メーカーは、コストを搾り取る「敵」ではありません。
知識と工夫を共有し、適正価格で良いモノを一緒に作り上げる「パートナー」です。
ぜひ、自らのCAD設計に今回の知識を落とし込み、説得力のあるコストダウンを実現してください。